一种硬质合金混合料的制作方法与流程
本发明涉及硬质合金制造,具体是一种硬质合金混合料的制作方法。
背景技术:
1、硬质合金具有硬度高、耐磨、强度和韧性较好、耐热、耐腐蚀等一系列优良性能,特别是它的高硬度和耐磨性,即使在500℃的温度下也基本保持不变,在1000℃时仍有很高的硬度。其广泛用作刀具材料,如车刀、铣刀、刨刀、钻头、镗刀等,用于切削铸铁、有色金属、塑料、化纤、石墨、玻璃、石材和普通钢材,也可以用来切削耐热钢、不锈钢、高锰钢、工具钢等难加工的材料。硬质合金基体的生产是通常是将原料混合后进行压制、烧结后成型,而现有技术中对硬质合金制备过程时,对压制之前的混合料处理工序常常处理不到位,为后续工艺带来质量隐患。
2、工序多,生产效率低;
3、掺胶过程中与空气接触,混合料粉末易氧化发热,易造成混合料氧含量较高;
4、设备成本高,不适用于橡胶工艺,换牌号清理机器时间长;
技术实现思路
1、针对现有技术存在的问题,本发明提供了一种硬质合金混合料的制作方法,可实现混合料氧含量低,无掺杂、含胶量均匀、粉末更均匀,品质更高更稳定。
2、为实现上述发明目的,本发明的技术方案如下:
3、一种硬质合金混合料的制作方法,包括以下步骤:
4、步骤1,前期准备,按硬质合金混合料的配方,称取相应原料;按原料的总重量,按4:1球料比称取研磨球,研磨球的直径为10-12mm,按混合料和研磨球的总体积,按体积比为1:1.5准备球磨介质;
5、步骤2,球磨,将配置混合料所需的各种原材料、研磨球和球磨介质投入300升可倾式球磨机,进行球磨,球磨20-108小时;
6、步骤3,过筛沉淀,将步骤2球磨后的浆料过325目筛网,将研磨筛出,过筛的浆料沉淀24小时;
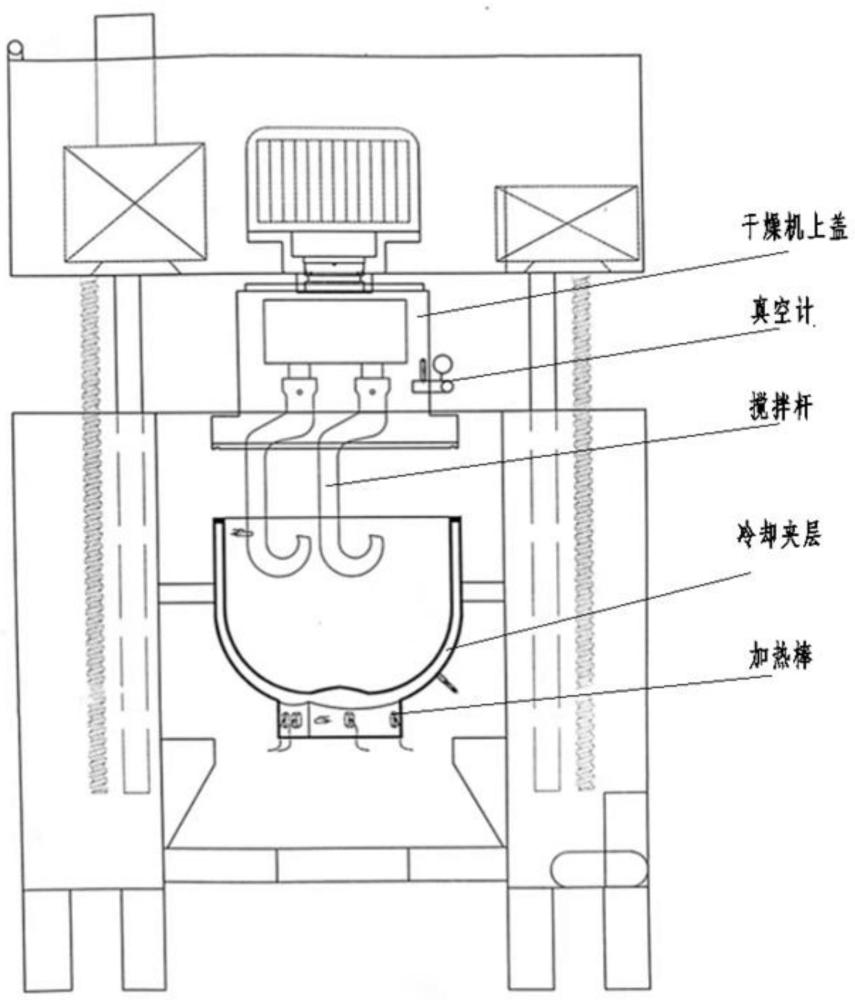
7、步骤4,干燥,除去沉淀好的浆料表面上的球磨介质,再将沉淀好的浆料放入300升立式搅拌干燥机进行真空干燥,对干燥机内部抽真空,使真空度为-0.06~-0.08mpa,然后对其升温:将干燥机内部由室温升温至85℃,在85℃保温60分钟,最后再升温至90℃~95℃,保温240~300分钟;真空指示表指针降到-0.085~-0.09mpa之间保持20分钟不变即干燥完成;
8、步骤5,掺胶,打开流量阀,依靠干燥机内的压强差,自动吸入80毫升/公斤量的橡胶成型剂,胶液抽入完全后打开搅拌和真空泵,将混合料掺胶均匀;
9、步骤6,装桶,打开惰性气体阀,向干燥机内部装有掺胶后混合料的料桶内充入惰性气体进行保护,然后升起上料盖出料、过筛、取样检测、检验合格后包装装桶。
10、进一步的,所述球磨介质为无水乙醇。
11、进一步的,所述惰性气体为重于空气的惰性气体。
12、本发明适合各种颗粒(0.2-20μm)的混合料制作,适合需要掺橡胶成型剂的混合料,特别对超细颗粒(0.2~0.4μm)混合料和氧含量要求较高的混合料有更高的质量保证。粉料的颗粒大小主要是由球磨时间决定的,可以根据客户需要灵活生产,本发明可以解决所有颗粒的混合料蒸干氧化自燃问题,避免了超细颗粒在制作过程中自燃的风险。核心发明点是在全封闭、真空的状态下完成混合料从浆料到经过干燥,在有惰性气体保护的前提下加入成型剂,然后在真空的状态下完成烘干工序的混合料。
13、本发明的有益效果:
14、1、工艺连贯,效率高,过程由电脑自动控制,即干燥机的各种动作主要通过s7-200系列plc进行控制,通过与之相连接的电脑控制端平面直接进行所需参数即可,蒸干和掺胶工艺在同一台设备上可以全部完成:干燥+掺胶+烘干等工序的所有操作;(300l立式搅拌干燥机升温、降温均由电脑程序控制,经过实际测温对比,温度误差在0.1℃以内)
15、2、节约用工成本,缩短时间4~5小时/批、提高粉料利用率、降低对操作人员的粉尘接触危害;降低对人工依赖;
16、3、混合料的生产是在真空环境中和一直搅拌的状态下完成,混合料氧含量低,无掺杂、含胶量均匀、粉末更均匀,品质更高更稳定。
17、常规方法3-1,3-2的混合料粒度为≥1.0μm,含氧量>0.6,在空气中掺胶容易导致产品吸氧,掺胶均匀性难以保证。利用本发明曾经生产出0.4μm的超细颗粒的混合料,含氧量在0.25-0.3之间,粉料质量比常规方法更有优势,设备自动掺胶,掺胶均匀性有保证。
技术特征:
1.一种硬质合金混合料的制作方法,其特征在于:包括以下步骤:
2.根据权利要求1所述的一种硬质合金混合料的制作方法,其特征在于:所述球磨介质为无水乙醇。
3.根据权利要求1所述的一种硬质合金混合料的制作方法,其特征在于:所述惰性气体为重于空气的惰性气体。
技术总结
本发明公开了一种硬质合金混合料的制作方法,包括以下步骤:步骤1,前期准备,按硬质合金混合料的配方,称取相应原料;按原料的总重量,按4:1球料比称取研磨球,研磨球的直径为10‑12mm,按混合料和研磨球的总体积,按体积比为1:1.5准备球磨介质;步骤2,球磨;步骤3,过筛沉淀;步骤4,干燥;步骤5,掺胶;步骤6,装桶。本发明制作的混合料氧含量低,无掺杂、含胶量均匀、粉末更均匀,品质更高更稳定。
技术研发人员:吴立雄,陈烽,叶剑锋,陆祥有,欧锦超,覃传贵,莫凤枝,甘兴帮,潘金凤,黎达坤,曾坤华
受保护的技术使用者:广西梧州港德硬质合金制造有限公司
技术研发日:
技术公布日:2024/2/21
- 还没有人留言评论。精彩留言会获得点赞!