一种蠕墨铸铁3D打印环保砂型和砂芯的快速制造方法与流程
本发明涉及蠕墨铸铁3d打印,特别涉及到一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法。
背景技术:
1、高附加值蠕墨铸铁件通常应用于结构复杂、壁厚较薄、有水压检测要求(通常为0.8-1.5mpa)的铸件中,而此类铸件越来越多地运用砂型3d打印技术生产,3d打印技术出现在20世纪90年代中期,实际上是利用光固化和纸层叠等技术的最新快速成型装置。它与普通打印工作原理基本相同,打印机内装有液体或粉末等“打印材料”,与电脑连接后,通过电脑控制把“打印材料”一层层叠加起来,最终把计算机上的蓝图变成实物。
2、常规的设计方法沿袭了传统的造型工艺,受限于工作箱尺寸等各方面因素,常有两种处理方法:1、完全打印出的砂型、芯内部的大量的不直接参与铸件成型的冗余区域,这些区域根据砂芯大小不同,通常占总体积的大部分,具有用砂量大,树脂用量大,强度冗余大的特点,另外还具有价格昂贵,且在铸件浇注过程中,伴随高温生成大量有害气体,这些气体一方面污染环境,另一方面也对铸件质量有较大影响,易在薄壁铸件内部形成气体类缺陷,造成铸件报废。2、对砂型、砂芯进行抽壳,只对砂型、砂芯的一定厚度外壳喷粘结剂,其余内部区域不喷射粘结剂。其内部存在大量散砂区域,无结构强度,容易造成砂型、芯断裂,最终导致铸件报废,上述两种砂型和砂芯的制造方式均已无法满足生产者的需求。
技术实现思路
1、为解决现有技术存在的问题,本发明目的提供一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,该快速制造方法整体设计方案合理、操作方便,采用表面壳型+类晶格增强三维网状结构+未喷粘结剂的砂粒缓冲的三重复合结构,能够使通过3d打印的砂型和砂芯强度适中,降低了树脂使用量,在铸件浇注过程中,伴随高温不会生成大量的有害气体,避免污染环境,不但有利于环保,同时还降低了铸件的报废率,能够使通过该制造方法制造而成的砂型和砂芯较好的满足生产者的需求。
2、为解决以上技术问题,本发明采用以下技术方案来实现的:
3、一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于,该快速制造方法步骤如下:
4、第一步骤:在三维软件中建模待打印砂型和砂芯的三维模型;
5、第二步骤:将通过第一步骤的三维模型导入到切片软件中进行切片处理,且根据砂型和砂芯的三维模型的尺寸参数设计三重复合结构的相关尺寸参数;
6、第三步骤:将通过第二步骤的切片数据导入到3d打印机中,同时根据切片数据的相关参数对3d打印机的打印头的打印速度进行设置;
7、第四步骤:3d打印结束后,对砂型和砂芯的表面进行清理,且不破坏表面砂型和砂芯的壳型,最终获得可用于蠕墨铸铁铸造生产的3d打印环保砂型和型芯。
8、在本发明的一个优选实施例中,在所述第二步骤的砂型和砂芯的三维模型的尺寸参数为砂型和砂芯的壁厚大于40mm。
9、在本发明的一个优选实施例中,在所述第二步骤中的三重复合结构为表面壳型+类晶格增强三维网状结构+未喷粘结剂的砂粒缓冲的三重复合结构。
10、在本发明的一个优选实施例中,在所述第二步骤的三重复合结构相关的表面壳型尺寸参数为抽出单边壁面厚度为15mm,则表面壳型的内部尺寸参数≥10mm:
11、在本发明的一个优选实施例中,在所述第二步骤的三重复合结构相关的类晶格增强三维网状结构尺寸参数为单胞边长l≥3mm。
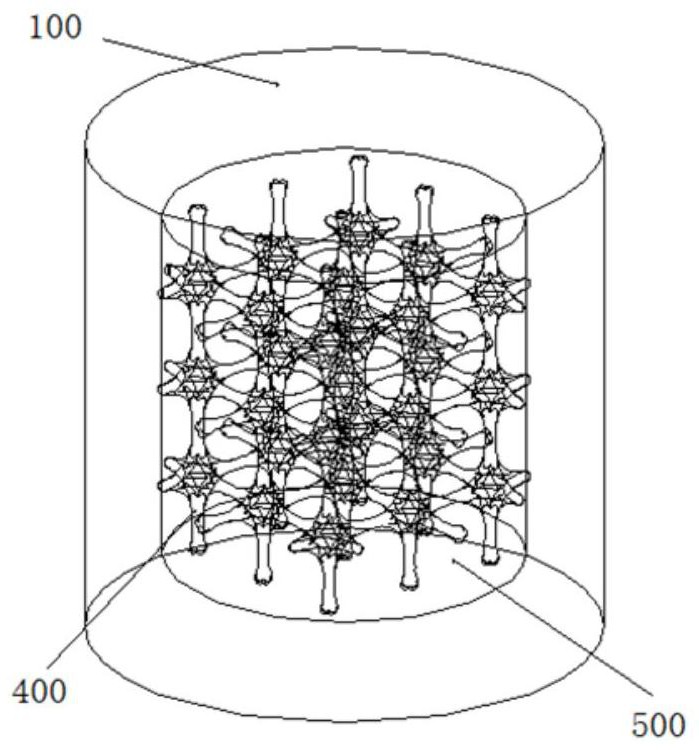
12、在本发明的一个优选实施例中,在所述第二步骤的三重复合结构相关的类晶格增强三维网状结构的建模方式为取单胞每个面的中心点为节点,相邻面的中心点两两通过半径为l/2.5的圆弧杆连接,杆直径为l/10,对单胞以边长l按x、y、z三个方向进行两两相邻的阵列,布满砂型、砂芯的表面壳型内部为止。
13、与现有技术相比,本发明采用上述制造方法,且使整体设计方案合理、操作方便,采用表面壳型+类晶格增强三维网状结构+未喷粘结剂的砂粒缓冲的三重复合结构,能够使通过3d打印的砂型和砂芯强度适中,降低了树脂使用量,在铸件浇注过程中,伴随高温不会生成大量的有害气体,避免污染环境,不但有利于环保,同时还降低了铸件的报废率,能够使通过该制造方法制造而成的砂型和砂芯较好的满足生产者的需求。
技术特征:
1.一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于,该快速制造方法步骤如下:
2.如权利要求1所述的一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于:在所述第二步骤的砂型和砂芯的三维模型的尺寸参数为砂型和砂芯的壁厚大于40mm。
3.如权利要求1或2所述的一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于:在所述第二步骤中的三重复合结构为表面壳型+类晶格增强三维网状结构+未喷粘结剂的砂粒缓冲的三重复合结构。
4.如权利要求1或2所述的一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于:在所述第二步骤的三重复合结构相关的表面壳型尺寸参数为抽出单边壁面厚度为15mm,则表面壳型的内部尺寸参数≥10mm。
5.如权利要求4所述的一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于:在所述第二步骤的三重复合结构相关的类晶格增强三维网状结构尺寸参数为单胞边长l≥3mm。
6.如权利要求1所述的一种蠕墨铸铁3d打印环保砂型和砂芯的快速制造方法,其特征在于:在所述第二步骤的三重复合结构相关的类晶格增强三维网状结构的建模方式为取单胞每个面的中心点为节点,相邻面的中心点两两通过半径为l/2.5的圆弧杆连接,杆直径为l/10,对单胞以边长l按x、y、z三个方向进行两两相邻的阵列,布满砂型、砂芯的表面壳型内部为止。
技术总结
本发明公开了一种蠕墨铸铁3D打印环保砂型和砂芯的快速制造方法,其特征在于,该快速制造方法步骤如下:第一步骤:在三维软件中建模待打印砂型和砂芯的三维模型;第二步骤:将通过第一步骤的三维模型导入到切片软件中进行切片处理,且根据砂型和砂芯的三维模型的尺寸参数设计三重复合结构的相关尺寸参数;第三步骤:将通过第二步骤的切片数据导入到3D打印机中,同时根据切片数据的相关参数对3D打印机的打印头的打印速度进行设置。本发明采用表面壳型+类晶格增强三维网状结构+未喷粘结剂的砂粒缓冲的三重复合结构,能够使通过3D打印的砂型和砂芯强度适中,降低了树脂使用量,在铸件浇注过程中,伴随高温不会生成大量的有害气体,避免污染环境。
技术研发人员:毛林鑫,翁烨,奚捷,陶卫生,尹彦普,郑桦玲,黄荣
受保护的技术使用者:中船海洋动力部件有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!