均匀化马氏体耐热钢焊接接头微区组织和力学性能的热处理工艺
本发明涉及铸件热处理,具体涉及一种均匀化马氏体耐热钢焊接接头微区组织和力学性能的热处理工艺。
背景技术:
1、能源短缺和环境污染已成为制约我国经济和社会发展的主要问题之一。虽然国家大力发展水利、风力、核能和太阳能等清洁型能源进行发电,但由于能源结构和技术的限制,目前我国超过70%的电能仍来源于燃煤发电机组。然而煤作为传统化石燃料,其储量有限且不能再生,燃烧时会放出大量对环境有害的气体。超超临界(ultra-supercritical,usc)机组在火力发电当中需要进一步提高其耐高温高压的能力,以达到进一步节能和改善环境的作用。在如此恶劣的环境中运行,部件往往会发生微观结构变化,并可能发生疲劳、蠕变和腐蚀等退化失效。9-12%cr马氏体耐热钢的成本较低、抗蠕变、腐蚀和氧化等性能优异,成为制造超超临界机组主蒸汽管道等的重要结构材料。iv型开裂是焊接件在高温环境服役过程中主要的失效形式之一,其主要原因是受焊接热循环程度不同导致不同区域的形成,以致产生组织性能的差异性。众所周知,采用合适的热处理工艺可以有效促进显微组织演变,进而提高高温持久性能和蠕变性能。
2、10crco3w2monivnbnb(简称co3w2)是一种新型的马氏体耐热钢,用于usc汽轮机组高温喷嘴动、静叶、主蒸汽管和螺栓等部件。co3w2耐热钢是在t91/92耐热钢的基础上,继续优化c、nb、v等元素,通过添加n元素,使用w元素代替部分mo元素,并添加3wt.%左右的co元素,提高其耐高温蠕变性能。查阅相关文献资料表明,目前co3w2同材质焊接接头的焊后热处理方式采用700℃直接回火8h(或730℃直接回火8h),能够满足使用条件下强度和硬度的设计要求,但仍然存在着焊接接头各微区组织的不均匀性,从而导致各区域力学性能的差异,经过传统测蠕变性能的高温单轴拉伸试验发现,长时间蠕变后接头的细晶热影响区出现软化现象,最终导致iv型脆性沿晶断裂。
3、基于此,如何提高马氏体耐热钢焊接接头微区组织均匀性和力学性能均匀性成为目前亟需待研工作。
技术实现思路
1、为了解决现有对co3w2马氏体耐热钢的热处理方法存在各微区组织的不均匀性,进而导致各区域力学性能的差异导致出现iv型脆性沿晶断裂的问题,本发明的目的是提供一种均匀化马氏体耐热钢焊接接头微区组织和力学性能的热处理工艺。
2、本发明解决上述技术问题的技术方案如下:
3、一种均匀化马氏体耐热钢焊接接头微区组织和力学性能的热处理工艺,包括以下步骤:
4、步骤1、高温正火
5、将样品块加热至1000~1050℃并于该温度下保温直至完全奥氏体化以及碳化物溶解,保温结束后将样品块置于室温中进行空冷;
6、步骤2、高温回火
7、将步骤1空冷后的样品块进行加热至730~780℃℃并在该温度下保温以形成回火马氏体和析出碳化物,保温结束后将样品块置于室温中进行空冷;
8、其中,样品块为包含母材(base metal,bm)、完整的热影响区(heat affectedzone,haz)和焊缝(weld metal,wm)的马氏体耐热钢。
9、在上述技术方案的基础上,本发明还可以做如下改进:
10、进一步,样品块为经真空电子束焊接后的co3w2马氏体耐热钢同材质焊接接头。
11、进一步,步骤1中保温时间为30~60min,步骤1中加热时的升温速率为8~11℃/min。
12、进一步,步骤1中加热温度为1040℃、升温速率为10℃/min、保温时间为40min。
13、进一步,步骤2中保温时间为1~3h,步骤2中加热时的升温速率为8~11℃/min。
14、进一步,步骤2中的加热温度为760℃、升温速率为10℃/min、保温时间为2h。
15、进一步,步骤1和步骤2样品块在室温中进行空冷直至样品块表面温度<50℃。
16、本发明具有以下有益效果:
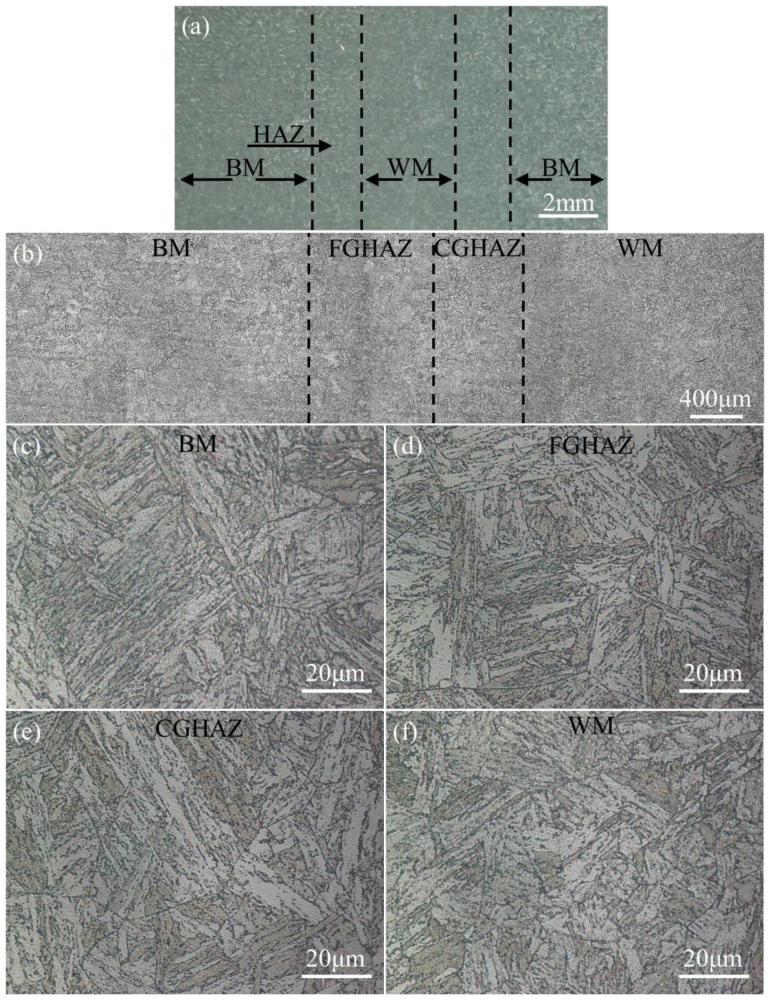
17、1、本发明中的热处理工艺通过高温正火和高温回火工序让co3w2马氏体耐热钢焊接接头最终获得回火马氏体组织。其中,高温正火以达到相变再结晶,并溶解析出物,摆脱了钉扎效应,再结晶过程中元素固态扩散形成均匀的奥氏体晶粒,再经高温回火,细小且弥散的沉淀物均匀分布,消除了焊接接头的微观结构不均匀性。并且经后期宏观形貌、光学显微图和扫描电镜图像可以看出,采用本发明中的热处理工艺处理后的焊接接头中的母材、细晶热影响区(fine-grained heat affected zone,fghaz)和粗晶热影响区(coarse-grained heat affected zone,cghaz)区域之间已不存在明显分界,并均出现了回火板条马氏体和等轴晶结构;且各区域晶粒尺寸分布更加均匀。
18、另外,经本发明中热处理工艺处理后的焊接接头的各微区之间的维氏显微硬度不再存在明显的硬度梯度,其中,bm、haz和wm的平均硬度分别为250hv、252hv、254hv。同时,经本发明中热处理工艺处理后的焊接接头的各微区之间的纳米硬度也不存在梯度。
19、即,经本发明热处理后的焊接接头具有提高微观结构均匀性以及力学性能的均匀性。
20、2、经本发明热处理工艺处理后的焊接接头各微区的蠕变应变速率敏感性(m)也大体趋于一致,其m值在0.023到0.029之间;即,本发明中的热处理工艺对焊接接头不同微区的抗蠕变性能起到了很好的改良作用,组织的均匀化也反应了力学性能均匀化。
21、3、本发明中的热处理工艺,高温正火和高温回火的保温时间都比较短,在发明中,若保温时间过长,将存在过奥氏体化,造成组织的粗化,进而影响组织和性能均匀化;此外,升温速率过快,焊件不同位置的热量难以均匀一致,无法促使组织和性能均匀化。在实际中,可根据焊件的厚度对保温时间以及升温速率进行适当调整,确保焊件中组织和性能的均匀化。
技术特征:
1.一种均匀化马氏体耐热钢焊接接头微区组织和力学性能的热处理工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的热处理工艺,其特征在于,所述样品块为经真空电子束焊接后的10crco3w2monivnbnb马氏体耐热钢同材质焊接接头。
3.根据权利要求1或2所述的热处理工艺,其特征在于,所述步骤1中保温时间为30~60min,所述步骤1中加热时的升温速率为8~11℃/min。
4.根据权利要求3所述的热处理工艺,其特征在于,所述步骤1中加热温度为1040℃、升温速率为10℃/min、保温时间为40min。
5.根据权利要求1或2所述的热处理工艺,其特征在于,所述步骤2中保温时间为1~3h,所述步骤2中加热时的升温速率为8~11℃/min。
6.根据权利要求5所述的热处理工艺,其特征在于,所述步骤2中的加热温度为760℃、升温速率为10℃/min、保温时间为2h。
7.根据权利要求1或2所述的热处理工艺,其特征在于,所述步骤1和步骤2样品块在室温中进行空冷直至样品块表面温度<50℃。
技术总结
本发明公开了一种均匀化马氏体耐热钢焊接接头微区组织和力学性能的热处理工艺,本发明中的热处理工艺通过高温正火和高温回火工序使得10CrCo<subgt;3</subgt;W<subgt;2</subgt;MoNiVNbNB马氏体耐热钢焊接接头最终获得回火马氏体组织。采用本发明中的热处理工艺处理后的焊接接头中的各微区之间已不存在明显分界,均转变成回火板条马氏体和等轴晶结构;且各区域晶粒尺寸分布更加均匀。另外,经本发明中热处理工艺处理后的焊接接头各微区之间的维氏显微硬度不再存在明显的硬度梯度,各微区的蠕变应变速率敏感性也大体趋于一致。可见,本发明中的热处理工艺具有均匀化焊接接头微观结构及其力学性能的作用。
技术研发人员:黄彦彦,黄涛,吴小强,张思源,杨子震,朱振宇,杨建平,郭洋,毛桂军,聂甫恒
受保护的技术使用者:成都大学
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!