一种铝合金圆棒及其生产方法与流程
本发明属于电解铝,具体涉及一种铝合金圆棒及其生产方法。
背景技术:
1、6063是一种综合性比较强的铝合金材料,具有强度高、耐腐蚀性能,可同时用于建筑型材和工业型材。6061是一种更高质量的铝合金材料,具有很高的韧性、良好的焊接性以及抗腐蚀性性能,可用于载重汽车、船舶、航天装置、卡车、电车、模具、电子、家具、抗腐蚀性结构。
2、一般企业的合金作业区铝合金圆棒生产线是6061与6063共用的,但在生产中发现经,调试6063生产线在生产6061时,成品率低,究其原因时发现:
3、1.但6061与6063合金有较大区别,6061铝合金的主要合金元素是镁与硅,但每个生产企业的6061合金中硅镁含量均不同,部分客户还要求添加铜和铬。这种不同的客户需求就要求不同批次6061都有符合客户要求的组份与性能,急需探索常添加组份的含量范围,一来便于商讨订单时对产品质量有准确的预估,二来便于生产中组份的比例调配。
4、缺乏新牌号6061的工艺参数,在实践过程中发现6063牌号工艺参数并不适合6061牌号,易出现表面质量问题,如温度过高,铸机速度过快易发生裂纹、小坑、中心裂纹,温度过低易出现低倍组织光亮晶,影响下游客户使用,如图5的裂纹、小坑,图6的中心裂纹,图7的光亮晶。
5、基于上述问题,研发人员提出了一种铝合金圆棒及其生产方法。
技术实现思路
1、本发明的目的在于提供一种铝合金圆棒及其生产方法,以解决现有技术中6061铝棒配方与工艺生产的产品合格率低的问题。
2、为了解决以上问题,本发明技术方案为:
3、一种铝合金圆棒,该铝合金圆棒的组分为:si:0.43-0.70%;mg:0.79-0.85%;cu:0.18-0.27%;cr:0.04-0.15%;al余量。
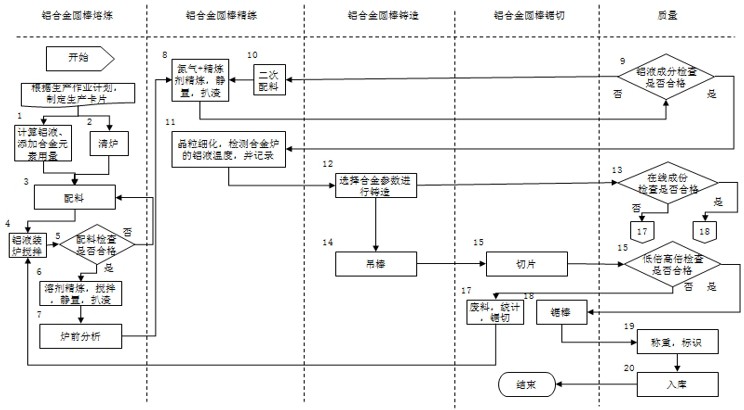
4、上述铝合金圆棒及其生产方法,该方法分为以下步骤:
5、s1、铝液熔炼;
6、根据生产作业计划,制定生产卡片,清炉;
7、计算铝液、按配方添加合金素用量,进行配料,将铝液装炉搅拌,进行配料检查,合格后溶剂精炼、搅拌静置、扒渣;
8、最后进行炉前分析;
9、s2、铝液精炼;
10、炉前分析合格后在氮气与精炼剂辅助下精炼,静置、扒渣;
11、对铝液成分进行检查,不合格的二次配料后再返回精炼环节;合格的直接等待晶粒细化,检测合金炉的铝液温度并记录;
12、s3、铝棒铸造;
13、选择6061的参数进行铸造,在线成分检查,看是否符合6061的要求,如果符合的话进行吊棒;如果不合格就暂停吊棒,检查各工艺环节,排查原因,直至在线成分检查符合6061的要求;
14、s4、铝棒锯切;
15、吊出的铝棒切片后进行高倍低倍检查,检查合格后进行锯切,锯切后称重、标识、入库;
16、该环节检查不合格的,作为废料,先统计后锯切再送入s1中的铝液装炉搅拌。
17、进一步的,s2的精炼作业中,精炼温度为730℃-750℃中。
18、进一步的,s3的浇铸作业中,浇铸速度为128-135mm/min。
19、进一步的,s3的浇铸作业中,浇铸温度为705±5℃
20、本发明的有益效果如下:
21、(1)本发明是在全面系统地分析铝合金圆棒生产人员、设备、生产状况后,通过试验确立参数,制定完善流程,具体的试验分析过程如下:
22、6061硅及镁含量比6063较高,并且加入了铜和铬元素;
23、si的数量应使合金中所有的mg都能以mg2si相的形式存在,以确保mg的作用得到充分的发挥。随着si含量增加,合金的晶粒变细,金属流动性增大,铸造性能变好,热处理强化效果增加,型材的抗拉强度提高塑性降低,耐蚀性变坏。
24、mg的含量愈高,mg2si的数量就愈多,热处理强化效果就愈大,型材的抗拉强度就愈高,但变形抗力也随之增大,合金的塑性下降,加工性能变坏,耐蚀性变坏。添加少量铜或锌后以提高合金的强度,而又不使其抗蚀性有明显降低,钛能细化晶粒与控制在结晶组织。
25、如图2所示,对硅、镁共晶进行研究分析,随着si含量增加,合金的晶粒变细,金属流动性增大,根据其特性确定精炼温度,以730℃-750℃进行精炼,炉内25t铝液,使用φ120工装模具进行铸造试验。
26、通过统计分析,确定一下炉前工艺流程:
27、铝液合金化过程,是溶质在铝溶剂中溶解、扩散、吸收的过程。在足够的温度、一定强度的搅拌条件下,才能在较短时间完成合金化过程。溶质添加顺序为先添加难溶元素如金属硅、锰等,充分溶解后再添加易溶元素。
28、生产6061铝合金圆棒加料顺序调整:将硅、锰、铜等难溶元素均匀的加入空炉(留铝3-5t)内,进1包原铝液即打开电磁搅拌,并开火升温,确保750℃以上搅拌不低于20分钟,同时进剩余原铝。
29、计量公式:合金加入量=
30、在炉前操作不变的情况下,按照铝合金圆棒生产工艺指导,对浇铸温度、下机速度按照定额上升下降参数进行定炉次试验,通过对现场前期生产数据的统计,最后确定最优参数。
31、在精炼温度(730℃-750℃)不变,保证炉内铝液满足生产条件,以浇铸温度按照每2℃为一次调整,浇铸速度每次以2mm作为调整,进行浇铸作业,以φ120为(6063工艺中浇铸温度710±5℃、浇铸速度138-145mm/min)实验对象。通过20炉次的试验,得到图3中的试验数据,在浇铸速度逐步下降的情况下,成品率随之上升,拉断拉裂漏棒情况减少,通过数据分析,确定128-135mm/min为最佳参数。
32、在浇铸温度逐步下降的情况下,成品率随之上升,拉断拉裂漏棒情况减少,通过数据分析,确定705±5℃为最佳参数。在正常6063工艺规程基础上,对浇铸温度降低5℃,对浇铸速度降低10mm/min,所得到6061成品率有较大幅度增高。
33、通过大量试验数据的统计对比,最终确定6061牌号铝圆棒精炼温度、浇铸温度、浇铸速度等主要生产工艺参数。
34、(2)本发明方法可显著提升6061牌号成品率,使其成品率达到96%以上,与同行业6061生产成品率平均92%对比,可达到更高成品率、取得更大经济效益的目的。
技术特征:
1.一种铝合金圆棒,其特征在于:该铝合金圆棒的组分为:si:0.43-0.70%;mg:0.79-0.85%;cu:0.18-0.27%;cr:0.04-0.15%;al余量。
2.如权利要求1所述的一种铝合金圆棒及其生产方法,其特征在于:该方法分为以下步骤:
3.如权利要求2所述的一种铝合金圆棒及其生产方法,其特征在于:所述s2的精炼作业中,精炼温度为730℃-750℃中。
4.如权利要求3所述的一种铝合金圆棒及其生产方法,其特征在于:所述s3的浇铸作业中,浇铸速度为128-135mm/min。
5.如权利要求4所述的一种铝合金圆棒及其生产方法,其特征在于:所述s3的浇铸作业中,浇铸温度为705±5℃。
技术总结
本发明公开了一种铝合金圆棒及其生产方法,属于电解铝技术领域,以解决现有技术中6061铝棒配方与工艺生产的产品合格率低的问题。该铝合金圆棒的组分为:Si:0.43‑0.70%;Mg:0.79‑0.85%;Cu:0.18‑0.27%;Cr:0.04‑0.15%;Al余量。方法包括铝液熔炼;铝液精炼;铝棒铸造;铝棒锯切;本发明方法可显著提升6061牌号成品率,使其成品率达到96%以上,与同行业6061生产成品率平均92%对比,可达到更高成品率、取得更大经济效益的目的。
技术研发人员:张锦龙,欧向军,武杰,刘宏社,石少华,杨雄,柴森林,赵驰宇,陈虎
受保护的技术使用者:兰州铝业有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!