一种智能门锁面板的压铸模具的制作方法
本技术涉及压铸模具,特别涉及一种智能门锁面板的压铸模具。
背景技术:
1、压铸模具是铸造金属零部件的一种工具,一种在专用的压铸模锻机上完成压铸工艺的工具,压铸的基本工艺过程是,金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒,毛坯的综合机械性能得到显著的提高。
2、如公告号:cn218224595u,公开了铝合金压铸模具,包括底座,所述底座的顶端固定安装有支撑板,所述支撑板的顶端固定安装有顶板,所述底座的顶端固定安装有定模,所述定模的顶端开设有凹槽,所述定模的内部固定安装有顶针,所述顶板的顶端固定安装有固定座,所述固定座的内部固定安装有气缸,所述气缸的活动端固定安装有动模。
3、尽管上述对比案例解决了对应的技术问题,但是上述的对比案例还存在如下缺陷:
4、上述技术方案的模具仅仅采用上下两组,在铸件脱模时,铸件与上下模之间容易产生粘连,因此导致脱模不顺畅。
技术实现思路
1、本实用新型的目的是提供一种智能门锁面板的压铸模具,采用上、下、左、右四块模合起来得到一个完整的模具型腔成型智能门锁面板的结构,减小了单个模组与铸件之间的接触面,从而提高了铸件脱模的便捷性。
2、为了达到上述目的,本实用新型采用的主要技术方案包括:
3、一种智能门锁面板的压铸模具,包括:
4、后模仁、前模仁、驱动组件以及合模组件,所述后模仁和前模仁相对设计,所述驱动组件和合模组件相对设计;
5、其中,所述驱动组件上设置有用于浇注的浇口套;
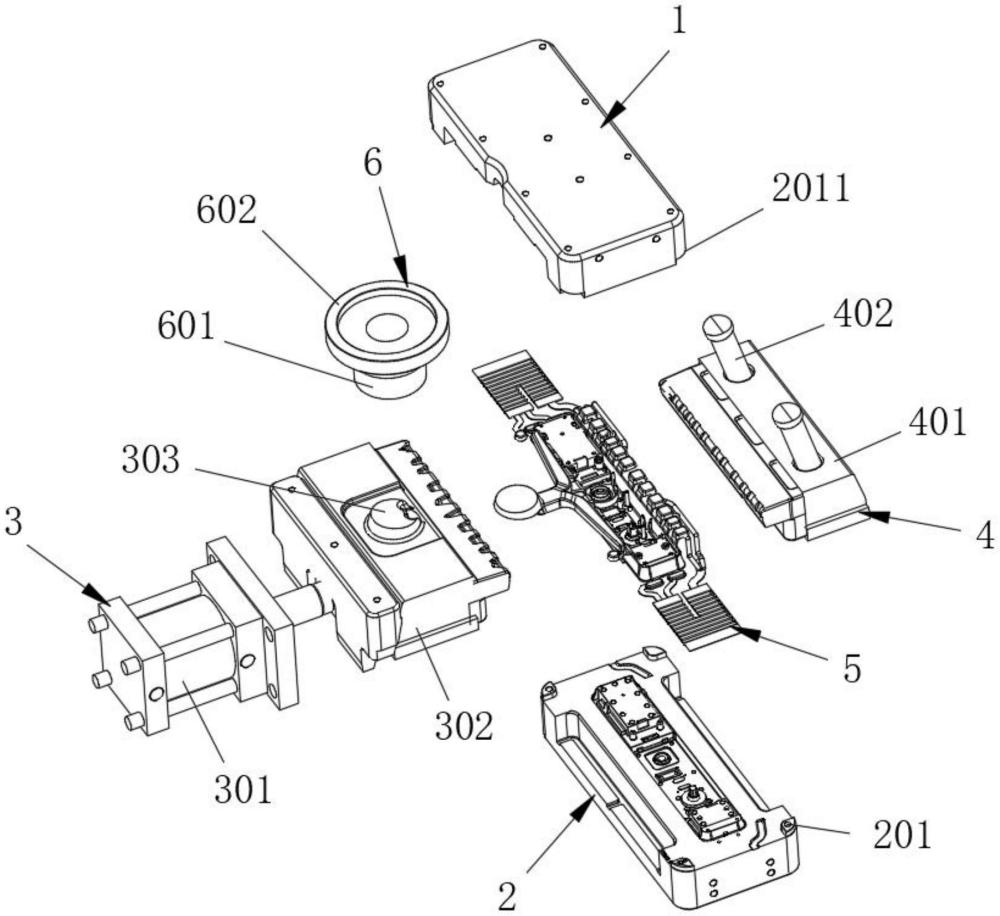
6、还包括模芯以及成型后的产品本体,所述模芯设置于所述后模仁、前模仁、驱动组件以及合模组件之间,且所述产品本体设置于所述模芯上。
7、上述智能门锁面板的压铸模具,其中,所述前模仁顶部的四个拐角处均设置有限位凸起,所述后模仁底部的四个拐角处且对应所述限位凸起的位置均开设有与所述限位凸起相匹配的限位槽。
8、上述智能门锁面板的压铸模具,其中,所述驱动组件包括油缸,所述油缸的输出端上固定安装有第一滑块,所述第一滑块的顶部设置有分流锥。
9、上述智能门锁面板的压铸模具,其中,所述合模组件包括与所述第一滑块相匹配的第二滑块,所述第二滑块上安装有对称设置的两个斜销。
10、上述智能门锁面板的压铸模具,其中,所述模芯由料饼、渣包以及排气管构成,且所述排气管的端部设置有排气阀。
11、上述智能门锁面板的压铸模具,其中,所述浇口套的底部通过连接口与所述分流锥密封连接。
12、上述智能门锁面板的压铸模具,其中,所述浇口套的顶部设置有防溢挡圈。
13、本实用新型至少具备以下有益效果:
14、本实用新型中,实现了一种智能门锁面板的压铸模具,采用上、下、左、右四块模合起来得到一个完整的模具型腔成型智能门锁面板的结构,减小了单个模组与铸件之间的接触面,从而提高了铸件脱模的便捷性。
技术特征:
1.一种智能门锁面板的压铸模具,其特征在于,包括:
2.根据权利要求1所述的一种智能门锁面板的压铸模具,其特征在于:所述前模仁(2)顶部的四个拐角处均设置有限位凸起(201),所述后模仁(1)底部的四个拐角处且对应所述限位凸起(201)的位置均开设有与所述限位凸起(201)相匹配的限位槽(2011)。
3.根据权利要求2所述的一种智能门锁面板的压铸模具,其特征在于:所述驱动组件(3)包括油缸(301),所述油缸(301)的输出端上固定安装有第一滑块(302),所述第一滑块(302)的顶部设置有分流锥(303)。
4.根据权利要求3所述的一种智能门锁面板的压铸模具,其特征在于:所述合模组件(4)包括与所述第一滑块(302)相匹配的第二滑块(401),所述第二滑块(401)上安装有对称设置的两个斜销(402)。
5.根据权利要求4所述的一种智能门锁面板的压铸模具,其特征在于:所述模芯(5)由料饼(501)、渣包(502)以及排气管(503)构成,且所述排气管(503)的端部设置有排气阀(504)。
6.根据权利要求5所述的一种智能门锁面板的压铸模具,其特征在于:所述浇口套(6)的底部通过连接口(601)与所述分流锥(303)密封连接。
7.根据权利要求6所述的一种智能门锁面板的压铸模具,其特征在于:所述浇口套(6)的顶部设置有防溢挡圈(602)。
技术总结
本技术公开了一种智能门锁面板的压铸模具,包括后模仁、前模仁、驱动组件以及合模组件,后模仁和前模仁相对设计,驱动组件和合模组件相对设计;其中,驱动组件上设置有用于浇注的浇口套;还包括模芯以及成型后的产品本体,模芯设置于后模仁、前模仁、驱动组件以及合模组件之间,且产品本体设置于模芯上,前模仁顶部的四个拐角处均设置有限位凸起,后模仁底部的四个拐角处且对应限位凸起的位置均开设有与限位凸起相匹配的限位槽。本技术采用上、下、左、右四块模合起来得到一个完整的模具型腔成型智能门锁面板的结构,减小了单个模组与铸件之间的接触面,从而提高了铸件脱模的便捷性。
技术研发人员:席伟,李越建,张志勇
受保护的技术使用者:深圳市天合兴五金塑胶有限公司
技术研发日:20230807
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!