一种全流程的焊丝控氮工艺的制作方法
本发明涉及焊丝控氮的,尤其涉及一种全流程的焊丝控氮工艺。
背景技术:
1、面对充满机遇与挑战的2023年,包钢炼钢厂制钢一部将继续深挖内部潜能,抓住市场机遇,对标先进企业,持续提高炼钢厂产品竞争力,提高企业经济效益。
2、焊丝钢是我厂6号铸机产量最高的钢种之一,天津一些建筑工程企业用户反映我厂生产出的焊丝钢硬度强度高,涉及到炼钢需控制其氮含量。
技术实现思路
1、为了降低焊丝钢中fe3n含量,本发明的目的是提供一种全流程的焊丝控氮工艺,降低钢水在冶炼过程中吸氮量降低钢中fe3n含量,降低焊丝钢强度和硬度。
2、为解决上述技术问题,本发明采用如下技术方案:
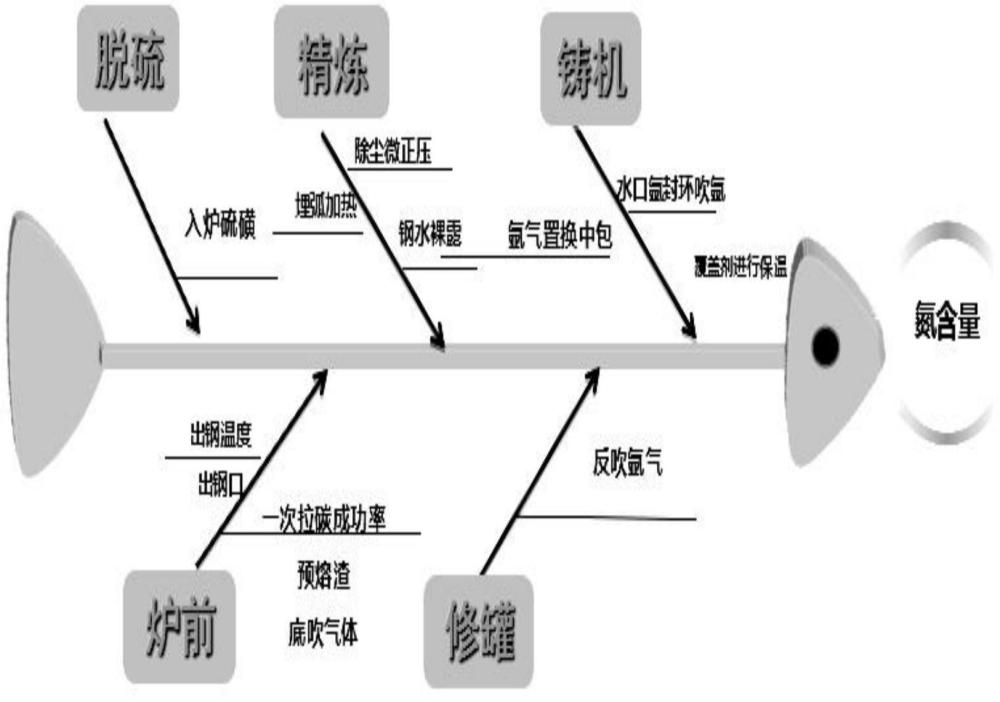
3、本发明一种全流程的焊丝控氮工艺,包括:
4、1)降低转炉冶炼及出钢钢水吸氮
5、1.1)转炉采用一次拉碳法,出钢温度≥1620℃,减少后续精炼处理时间;
6、1.2)出钢前加200kg白云石稠渣,避免出钢时没有渣层而吸氮;
7、1.3)炉底吹必须采用全程吹氩模式,严禁使用切换模式;
8、1.4)维护好出钢口,要求出钢口次数控制在50-150次,保证出钢过程钢流圆整,及时处理出钢口胡子,减少散流机会,严禁出钢钢流发散增加钢水与空气接触面积,进而增加钢水氮含量,出钢钢流以圆柱形无散流为标准;
9、2)减少精炼加热钢水吸氮
10、2.1)精炼过程必须埋弧加热,控制好氩气搅拌强度,减少吸氮;
11、2.2.)生产er70s-6精炼除尘采用微正压;
12、2.3)精炼软吹时严禁大翻裸露钢水;
13、3)减少铸机浇铸钢水吸氮
14、3.1)开浇氩气置换中包,时间≥3min;
15、3.2)中包内适当加足覆盖剂进行保温,钢液不允许见亮;
16、3.3)每炉钢大包长水口使用石棉碗且吹氩,t型口钢液不冒碳花。
17、进一步的,所述1.2)中,出钢前加150-250kg白云石稠渣。
18、进一步的,出钢前加190-210kg白云石稠渣。
19、进一步的,钢前加200kg白云石稠渣。
20、进一步的,所述2.3)以钢水裸露液面直径≤30公分为判定标准。
21、与现有技术相比,本发明的有益技术效果:
22、本发明采用一种全流程的焊丝控氮技术在焊丝钢转炉吹炼,炉外精炼和浇铸过程中的降低吸氮量降低焊丝钢强度和硬度。
23、本发明实施可靠,降低钢水在冶炼过程吸氮量降低钢中fe3n含量,降低焊丝钢强度和硬度,操作难度较小,实施成本低易推广实施,并能保证实施效果。
技术特征:
1.一种全流程的焊丝控氮工艺,其特征在于:包括:
2.根据权利要求1所述的全流程的焊丝控氮工艺,其特征在于:所述1.2)中,出钢前加150-250kg白云石稠渣。
3.根据权利要求2所述的全流程的焊丝控氮工艺,其特征在于:出钢前加190-210kg白云石稠渣。
4.根据权利要求3所述的全流程的焊丝控氮工艺,其特征在于:钢前加200kg白云石稠渣。
5.根据权利要求1所述的全流程的焊丝控氮工艺,其特征在于:所述2.3)以钢水裸露液面直径≤30公分为判定标准。
技术总结
本发明公开了一种全流程的焊丝控氮工艺,其特征在于:包括:1)降低转炉冶炼及出钢钢水吸氮;2)减少精炼加热钢水吸氮;3)减少铸机浇铸钢水吸氮。本发明的目的是提供一种全流程的焊丝控氮工艺,降低钢水在冶炼过程中吸氮量降低钢中Fe<subgt;3</subgt;N含量,降低焊丝钢强度和硬度。
技术研发人员:刘南,邢斐,银志军
受保护的技术使用者:包头钢铁(集团)有限责任公司
技术研发日:
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!