降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法与流程
本发明涉及铸造生铁,特别是一种降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法。
背景技术:
1、铸造用生铁基本是由高炉直接冶炼生产,当高炉采取低硅冶炼技术时生产出的铸造生铁一般硅低(si≤0.4%)、硫高(s>0.025%),铁水物理热偏低,铁水中碳含量偏低,在浇铸过程中易产生缩坑铁豆、白口等表面质量缺陷,同时浇铸中产生的白口等缺陷容易形成“遗传”效应,对使用该铁块产品的铸件质量产生不良影响。
2、铸造生铁在浇铸过程中产生白口、缩坑铁豆的主要原因是铁水的碳当量偏低或浇铸温度偏低,在浇铸过程中析出的石墨碳减少碳化物增加造成的;为降低铁块白口、缩坑铁豆表面质量缺陷的比例,一般铸造生铁冶炼时采取高硅、低硫、高铁水物理热操作,但相应的生产成本会增加较多;或者不采取高硅操作,在浇铸时采取随流孕育措施,避免白口产生,但随流孕育量加大后铁块会产生夹渣缺陷,严重影响表面质量的提高。
技术实现思路
1、本发明针对现有技术中存在的缺陷或不足,提供一种降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,在高炉不采取高硅操作的情况下,采用出铁时一次增硅孕育、炉外脱硫、铁水搅拌时加碳化硅二次孕育技术,适当提高了铁水的碳当量、延缓了铁水的孕育衰退,降低了铸造铁水在浇铸过程中的白口、缩坑铁豆缺陷的产生,提高了铁块的外观表面质量。
2、本发明的技术解决方案如下:
3、降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,包括在高炉出铁时进行一次增硅孕育,和在铁水搅拌过程中加入碳化硅二次孕育以通过提高铁水碳当量和延缓铁水孕育衰退来减少铸造铁水在浇铸过程中的白口、缩坑铁豆缺陷从而提高铁块的外观表面质量,同时还能够使碳化硅二次孕育后的铁水在浇铸过程中避免出现过冷组织,使铸铁中石墨的形态主要是细小而且均匀分布的a型石墨,从而改善铸铁的力学性能。
4、包括以下步骤:
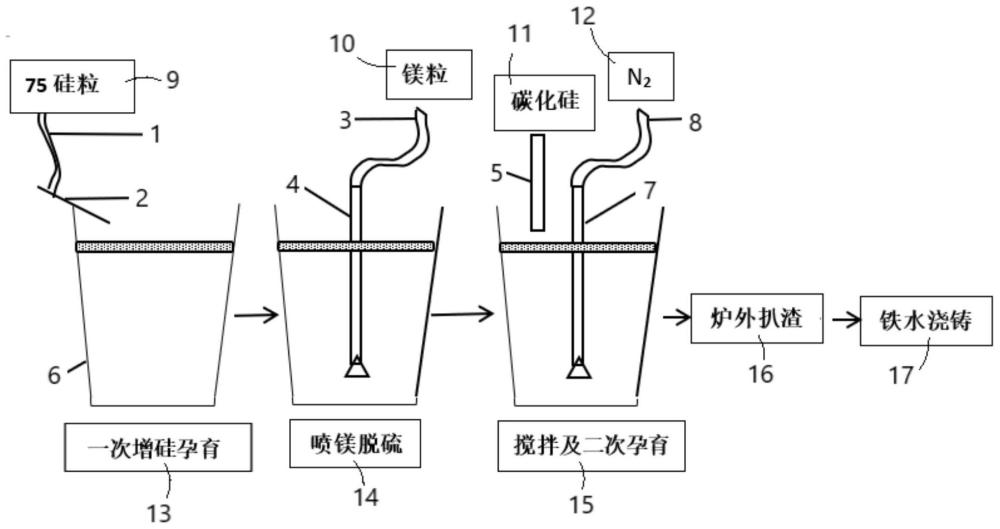
5、步骤1,对从高炉输出到铁水罐中的铁水在铁水罐中进行一次增硅孕育;
6、步骤2,对经过了一次增硅孕育的铁水在铁水罐中进行喷镁脱硫;
7、步骤3,对经过了喷镁脱硫的铁水在铁水罐中进行搅拌及碳化硅二次孕育;
8、步骤4,对铁水罐中的铁水进行炉外扒渣;
9、步骤5,对炉外扒渣后的铁水进行铁水浇铸,即得降低了铸造生铁白口、缩坑铁豆表面质量缺陷的铁块。
10、所述步骤1中包括:取样化验铁水硅含量;将75硅粒料仓中的75硅粒依次通过第一下料管道和铁罐溜嘴投入到铁水罐内的铁水中,75硅粒加入量为铁水量的0.4wt%~0.8wt%,增硅后的铁水硅含量为0.7wt%~1.0wt%。
11、所述步骤2中包括:利用机车将一次增硅孕育后的铁水罐拖运到喷镁罐位,将喷镁枪插入到铁水罐中,喷镁枪距铁水罐底200mm~300mm,利用氮气助吹将钝化镁粒喷入铁水罐中,实现喷镁脱硫,按吨铁脱除0.001wt%硫消耗镁量为0.020kg~0.030kg计算,将铁水硫含量控制在s=0.011wt%~0.019wt%以减少铁水浇铸时碳化物的产生和增加石墨碳析出,通过控制铁水硫含量不得小于0.011wt%来防止因喷镁用量过大所导致的铁水中残余镁量偏高,进而避免因铁水中残余镁量偏高所导致的在铁水浇铸中产生反白口现象。
12、所述步骤3中包括:将通有高压氮气的喷枪插入到铁水罐距离底部200mm~300mm处,利用高压氮气对铁水进行搅拌,达到铁水成分均匀,在使用氮气进行搅拌铁水的过程中,通过下料导管将碳化硅加入到铁水罐中,碳化硅的粒度控制在0.2mm~1.0mm,碳化硅加入量为铁水量的0.2wt%~0.5wt%,实现二次孕育和适当提高碳当量,从而增加铁水中晶核数量,促进石墨形核,降低白口、铁豆缩坑倾向。
13、所述步骤4中包括:将经过搅拌及二次孕育的铁水罐拖运到扒渣罐位,利用扒渣设备对铁水罐进行扒渣操作,扒渣结束后铁水罐表面的浮渣面积占比不得超过20%。
14、所述步骤5中包括:炉外扒渣后的铁水待浇时间控制在20min以内。
15、所述步骤3中搅拌总时间控制在15~20分钟,其中在碳化硅全部加入到铁水罐后搅拌时间不得小于10分钟。
16、所述步骤1中铁水物理热为1472℃,所述步骤5中利用铸铁机浇铸的浇铸温度为1282℃。
17、本发明一种降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,与现有技术相比,技术效果如下:
18、1、提高了高炉冶炼铸造生铁尤其是低钛铸造生铁表面质量的合格率。
19、2、高炉出铁时进行一次增硅孕育,在铁水搅拌过程中加入碳化硅二次孕育,延缓了碳化硅的孕育衰退,提高了孕育效果,取缔了浇铸过程中的随流孕育,同时碳化硅孕育后的铁水在浇铸过程中避免出现过冷组织,使铸铁中石墨的形态主要是细小而且均匀分布的a型石墨,从而改善铸铁的力学性能。
20、3、高炉在生产中可以实现低硅冶炼操作,燃料比降低,节约生产成本,降低了碳排放。
技术特征:
1.降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,包括在高炉出铁时进行一次增硅孕育,和在铁水搅拌过程中加入碳化硅二次孕育以通过提高铁水碳当量和延缓铁水孕育衰退来减少铸造铁水在浇铸过程中的白口、缩坑铁豆缺陷从而提高铁块的外观表面质量,同时还能够使碳化硅二次孕育后的铁水在浇铸过程中避免出现过冷组织,使铸铁中石墨的形态主要是细小而且均匀分布的a型石墨,从而改善铸铁的力学性能。
2.根据权利要求1所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,包括以下步骤:
3.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤1中包括:取样化验铁水硅含量;将75硅粒料仓中的75硅粒依次通过第一下料管道和铁罐溜嘴投入到铁水罐内的铁水中,75硅粒加入量为铁水量的0.4wt%~0.8wt%,增硅后的铁水硅含量为0.7wt%~1.0wt%。
4.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤2中包括:利用机车将一次增硅孕育后的铁水罐拖运到喷镁罐位,将喷镁枪插入到铁水罐中,喷镁枪距铁水罐底200mm~300mm,利用氮气助吹将钝化镁粒喷入铁水罐中,实现喷镁脱硫,按吨铁脱除0.001wt%硫消耗镁量为0.020kg~0.030kg计算,将铁水硫含量控制在s=0.011wt%~0.019wt%以减少铁水浇铸时碳化物的产生和增加石墨碳析出,通过控制铁水硫含量不得小于0.011wt%来防止因喷镁用量过大所导致的铁水中残余镁量偏高,进而避免因铁水中残余镁量偏高所导致的在铁水浇铸中产生反白口现象。
5.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤3中包括:将通有高压氮气的喷枪插入到铁水罐距离底部200mm~300mm处,利用高压氮气对铁水进行搅拌,达到铁水成分均匀,在使用氮气进行搅拌铁水的过程中,通过下料导管将碳化硅加入到铁水罐中,碳化硅的粒度控制在0.2mm~1.0mm,碳化硅加入量为铁水量的0.2wt%~0.5wt%,实现二次孕育和适当提高碳当量,从而增加铁水中晶核数量,促进石墨形核,降低白口、铁豆缩坑倾向。
6.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤4中包括:将经过搅拌及二次孕育的铁水罐拖运到扒渣罐位,利用扒渣设备对铁水罐进行扒渣操作,扒渣结束后铁水罐表面的浮渣面积占比不得超过20%。
7.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤5中包括:炉外扒渣后的铁水待浇时间控制在20min以内。
8.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤3中搅拌总时间控制在15~20分钟,其中在碳化硅全部加入到铁水罐后搅拌时间不得小于10分钟。
9.根据权利要求2所述的降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,其特征在于,所述步骤1中铁水物理热为1472℃,所述步骤5中利用铸铁机浇铸的浇铸温度为1282℃。
技术总结
降低铸造生铁白口、缩坑铁豆表面质量缺陷的生产方法,在高炉不采取高硅操作的情况下,采用出铁时一次增硅孕育、炉外脱硫、铁水搅拌时加碳化硅二次孕育技术,适当提高铁水的碳当量、延缓铁水的孕育衰退,降低了铸造铁水在浇铸过程中的白口、缩坑铁豆缺陷的产生,提高了铁块的外观表面质量,包括以下步骤:步骤1,对从高炉输出到铁水罐中的铁水在铁水罐中进行一次增硅孕育;步骤2,对经过了一次增硅孕育的铁水在铁水罐中进行喷镁脱硫;步骤3,对经过了喷镁脱硫的铁水在铁水罐中进行搅拌及碳化硅二次孕育;步骤4,对铁水罐中的铁水进行炉外扒渣;步骤5,对炉外扒渣后的铁水进行铁水浇铸,即得降低了铸造生铁白口、缩坑铁豆表面质量缺陷的铁块。
技术研发人员:白佳鑫,刘玉江,李道明,赵俊亮
受保护的技术使用者:河北龙凤山铸业有限公司
技术研发日:
技术公布日:2024/3/4
- 还没有人留言评论。精彩留言会获得点赞!