一种金属制品热处理工艺
本发明涉及热处理,具体而言,涉及一种金属制品热处理工艺。
背景技术:
1、热处理工艺决定材料的力学性能,不同材料的热处理工艺不尽相同,同种材料的不同热处理工艺方式也会使得材料自身的力学性能存在较大差距。热处理工艺受到材料和零件加工等因素的影响,一般材料的热处理工艺为先预处理然后淬火最后回火,其中淬火阶段是最重要的阶段。淬火温度的控制是一把双刃剑,提高淬火温度,材料的硬度会增大,但同时也会降低材料的韧性和延展性,所以在淬火阶段,淬火温度的控制就变得尤为重要了,其次若在淬火阶段,工件得不到应力释放,工件易发生淬裂以及微裂纹的产生,严重影响刀具的使用寿命。
2、而现有的热处理工艺中,通常是采用一次性的淬火处理,但其并不能使工件的应力的到很好的释放;虽然现有技术中也有对钢材采用多次淬火处理,但是其并不能很好的控制每次淬火的温度,导致工件应力得不到很好的释放,同时反复的加热使工件表面氧化脱碳严重,造成工件的性能下降。
技术实现思路
1、有鉴于此,本发明的目的在于提供一种金属制品热处理工艺,以解决上述问题。
2、本发明采用了如下方案:
3、本申请提供了一种金属制品热处理工艺,包括以下步骤:
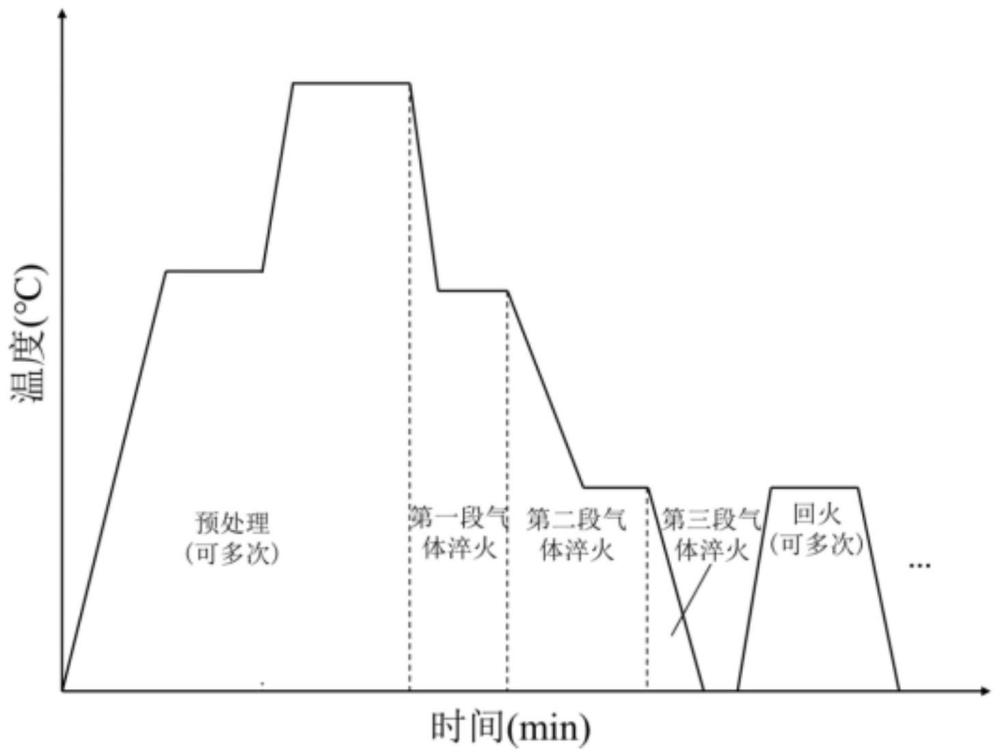
4、s1:预处理;对金属制品进行至少一次预处理,用以初步消除金属制品的内应力;
5、s2:淬火处理;将预处理后金属制品加热至第一温度范围,并在第一温度范围内保温一段时间,然后输入氮气对金属制品进行第一次气淬;当金属制品的温度下降至第二温度范围时,停止氮气输入,并在第二温度范围内保温一段时间;然后输入氮气对金属制品进行第二次气淬,当金属制品下降至第三温度范围时,停止氮气输入,并在第三温度范围内继续保温一段时间;最后继续输入氮气对金属制品进行第三次气淬,直到金属制品温度将到室温;
6、s3:回火处理;对淬火处理后的金属制品进行至少一次回火处理。
7、进一步地,在步骤s2通过外接红外热像仪检测金属制品的温度。
8、进一步地,在步骤s2中,在金属制品在第一温度范围内保温一段时间后,先将淬火炉抽气至2pa然后再进行氮气的输入。
9、进一步地,在步骤s2第一次气淬和第三次气淬中氮气的输入速度为15-20m/s。
10、进一步地,在步骤s2中,在第二温度范围内保温25-35min。
11、进一步地,在步骤s2中第二次气淬氮气的输入速度为10-15m/s。
12、进一步地,在步骤s2中,在第三温度范围内保温25-35min。
13、通过采用上述技术方案,本发明可以取得以下技术效果:
14、本发明提供了一种金属制品热处理工艺,其先通过对金属制品进行预处理以降低金属制品的内应力,从而最大程度减小变形,然后通过分段淬火的方式,采用氮气进行气淬,其可以通过控制氮气的输入进而控制金属制品的淬火温度,使金属制品的内应力能得到更好的释放,避免金属制品在淬火过程发生淬裂和产生微裂纹,进而提高工件材料的硬度和韧性;同时采用氮气进行气淬,避免了金属制品表面氧化脱碳,造成工件的性能下降的情况。
技术特征:
1.一种金属制品热处理工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的金属制品热处理工艺,其特征在于,在步骤s2通过外接红外热像仪检测金属制品的温度。
3.根据权利要求1所述的金属制品热处理工艺,其特征在于,在步骤s2中,在金属制品在第一温度范围内保温一段时间后,先将淬火炉抽气至2pa然后再进行氮气的输入。
4.根据权利要求1所述的金属制品热处理工艺,其特征在于,在步骤s2第一次气淬和第三次气淬中氮气的输入速度为15-20m/s。
5.根据权利要求4所述的金属制品热处理工艺,其特征在于,在步骤s2中,在第二温度范围内保温25-35min。
6.根据权利要求1所述的金属制品热处理工艺,其特征在于,在步骤s2中第二次气淬氮气的输入速度为10-15m/s。
7.根据权利要求6所述的金属制品热处理工艺,其特征在于,在步骤s2中,在第三温度范围内保温25-35min。
技术总结
本发明提供了一种金属制品热处理工艺,其先通过对金属制品进行预处理以降低金属制品的内应力,从而最大程度减小变形,然后通过分段淬火的方式,采用氮气进行气淬,其可以通过控制氮气的输入进而控制金属制品的淬火温度,使金属制品的内应力能得到更好的释放,避免金属制品在淬火过程发生淬裂和产生微裂纹,进而提高工件材料的硬度和韧性;同时采用氮气进行气淬,避免了金属制品表面氧化脱碳,造成工件的性能下降的情况。
技术研发人员:张涛,姜峰,李金鑫,姚红飞,朱冬伟,沈哲明,言兰
受保护的技术使用者:华侨大学
技术研发日:
技术公布日:2024/2/1
- 还没有人留言评论。精彩留言会获得点赞!