超声辅助高熔差梯度材料激光增材制造系统及方法
本发明属于激光制造领域,涉及一种超声辅助高熔差梯度材料激光增材制造系统及方法。
背景技术:
1、随着我国航空航天领域对高超声速飞行器能够可靠、稳定飞行的需求日益迫切,传统材料钛合金、不锈钢等已达到耐高温极限,难以满足部件耐高温需求,镍基高温合金服役温度高但密度较大,导致构件重量显著增加,因此,单一材料难以满足要求,迫切需要开发具有多功能耦合、多性能协同的功能梯度材料实现关键构件的性能提升。高熔差功能梯度材料同时满足耐高温、高强度和轻量化需求,拥有其他材料体系无法比拟的优势,在高超声速飞行器耐高温构件的制备中表现出了极大的应用潜力。
2、目前常用机械方式连接时存在热积累严重、结构变形等问题,影响整体性能;传统的喷涂/堆焊工艺在制备此类熔点差异较大材料的时又普遍存在致密度较低、结合情况较差的问题。激光增材制造(lam)技术,与传统的减材工艺相比,采用了一种逐层构建零件的方法。此过程始于三维数字模型的设计,该模型通过计算机辅助设计(cad)软件创建,并随后被分层切片以生成二维轮廓数据。这些数据被传输至激光增材设备,激光束受截面几何信息的引导,按预定路径熔化并沉积材料,以此实现零件的分层制造。此技术避免了铸造、锻造和模具制作等传统步骤,显著缩短了制造周期。同时,激光增材制造技术具有高能量密度以及梯度界面组织-性能一体化调控的优势,是制备梯度材料构件的有效手段之一,但对于高熔差功能梯度材料体系来说,其增材制造过程中会由于熔点相差较大,产生气孔裂纹等缺陷,两种材料界面相容性较差,梯度界面结合强度较低,导致梯度材料构件力学性能下降,且影响后续的热处理、机加工等工艺稳定性。
3、面向高超声速飞行器部件的制备需求,针对高熔差功能梯度材料因高熔差而产生的气孔裂纹、界面结合不良等问题,提出一种超声辅助高熔差梯度材料激光增材制造方法,通过能场干预增材过程中熔池熔凝行为实现对组织、应力的调控,改善梯度界面结合情况,提升梯度构件整体力学性能。
4、超声辅助激光增材制造原理与方法不仅可以为高熔差功能梯度构件的直接制造提供一种思路,还有望解决增材制造过程成分偏析、组织均匀性差和易开裂等难题,实现理化性质差异较大梯度材料构件的高质量制造,对完善梯度构件的制造体系和发展创新型的增材制造技术,具有很好的理论意义和实用价值。
5、针对超声辅助激光增材制造功能梯度材料一些学者开展了深入研究:
6、专利cn108356266a提出了一种超声辅助激光近净成形钛-镍合金梯度材料的方法。利用超声辅助激光近净成形系统增材制造钛-镍基合金梯度材料,关键步骤包括:在机床工作台上安装超声波发生器和预热装置,并在此装置上固定基板。制造过程中,通过逐步改变钛合金和镍基合金粉末的体积比例,实现材料性质的梯度过渡。超声波辅助和预热技术共同作用于减少内部缺陷,如气孔和缩孔,优化脆性相的分布,提高材料的硬度和耐磨性。此外,预热减少了成形过程中的温度梯度,降低了裂纹形成的风险。但该方法只是针对钛-镍基合金这两种热物性参数差异较小的材料,而并未形成高熔差材料制造方法。
7、专利cn104086184a提出了一种超声辅助激光近净成形陶瓷件的方法,将基板实施预热缓冷引入超声辅助激光近净成形陶瓷件中,利用基板加热与超声振动的持续作用下进行熔覆成形,通过预热缓冷和超声振动耦合作用能够降低三维陶瓷件的缺陷;当超声波从基底施加并随着成形高度的提升而传播时,其强度呈现显著衰减,导致在较高位置处等效的超声辅助效应逐渐减弱。超声波在传递过程中的能量衰减影响了其在材料加工中的效能,对于大型构件的制备带来了特定的限制。
8、专利cn115927892a提出了一种高熔点元素的多元合金真空感应熔炼方法,首先检索二元合金ab中的低熔点金属和高熔点金属,并将低熔点金属添加至真空感应炉中,待低熔点金属熔清后,将温度升高;然后向真空感应炉中添加高熔点金属,通过控制真空感应炉炉室压力,并在不同的温度下分别对低熔点纯金属和高熔点纯金属进行分别熔清,通过溶解法实现包含高熔点金属元素的二元合金真空感应熔炼。通过一次和二次添加金属熔炼,低熔点和高熔点元素之间的溶解与扩散往往呈现出不均匀性,进而影响微观组织结构与分布,导致构件力学性能差,该方法无法精准调控高熔差材料区域成分,制备高熔差功能梯度构件困难。
9、因此,迫切需要一种方法,专门针对具有高熔点差异的功能梯度材料(fgms)的制造过程,以解决现有技术中所面临的挑战,并优化这类材料的生产效率和质量。
技术实现思路
1、针对现有技术的不足,本发明提出一种超声辅助高熔差梯度材料激光增材制造方法。本发明由于超声能场的引入,能够解决高熔差功能梯度材料存在的气孔裂纹、界面结合不良等问题;同时提高了样件的硬度,耐磨损性能,能够满足材料高强度-轻量化的使役要求,进而实现复杂功能梯度零件的制造。
2、为了达到上述目的,本发明通过下述技术方案实现:
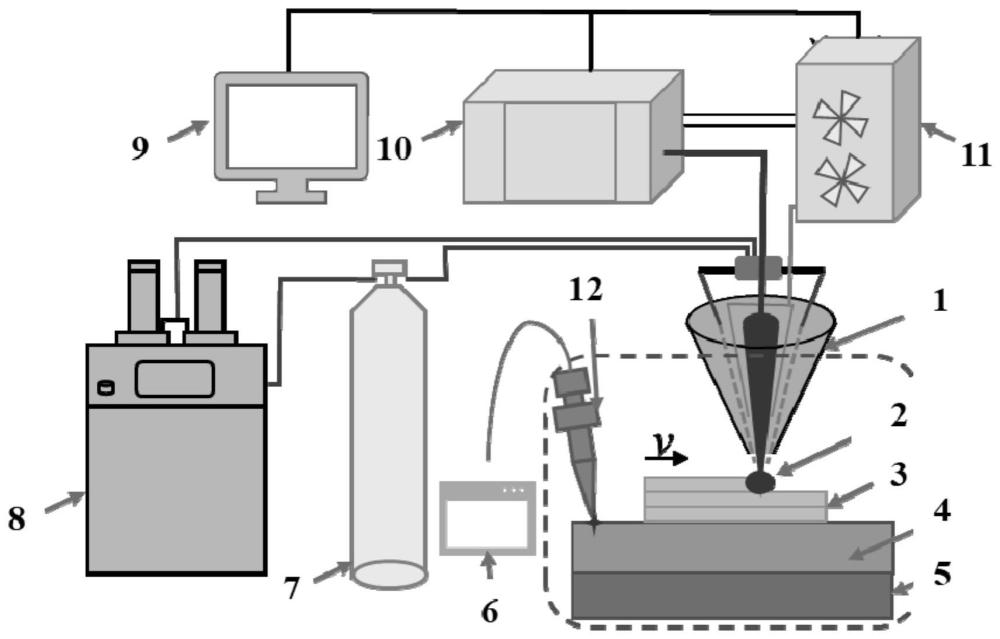
3、一种超声辅助高熔差梯度材料激光增材制造系统,所述的制造系统包括喷嘴1、熔池2、样件3、基板4、温度调控装置5、超声发生器6、高纯氩气7、送粉器8、工控机9、激光器10、冷水机11、超声工具头12。所述超声发生器6与超声工具头12连接,超声工具头12通过夹具固定在基板4上。所述温度调控装置5安装与工作台上,基板4布置于温度调控装置5上,样件3位于基板4上,喷嘴1输出激光能够在样件3上形成熔池2,通过数控机床控制工作台下降即增加z轴提升量来保证样件3成形顶部与喷嘴1出口处平面在z方向上相对距离不变,温度调控装置5用于保证在成形之前,基板4与样件3具有良好的结合,并降低温度梯度。所述送粉器8与喷嘴1通过管路连通,高纯氩气7与送粉器8、喷嘴1连通。所述喷嘴1与激光器10连接,激光器10分别与工控机9和冷水机11连接。
4、一种超声辅助高熔差梯度材料激光增材制造方法,基于上述制造系统实现,首先将混合后的粉末放入干燥箱中干燥,将不同比例的高熔差粉末分别放入送粉器8的筒中。同时将超声工具头12通过夹具固定在数控机床工作台上并通过夹具使超声工具头顶部与基板4接触,通过调整夹具可控制超声工具头12轴线与基板4的角度0°-90°,随后在基板4上铺设高熔差粉末材料,通过超声发生器6控制超声工具头12输出超声作用于基板4,然后观察基板4上高熔差粉末分布位置,可以清晰地看出粉末聚集和分散地点即波腹和波节处,选取波腹处超声作用效果较强区域进行功能梯度材料沉积成形。清理基板4上的高熔差粉末,开启激光增材制造系统,高熔差粉末通过送粉器8经管路输送到喷嘴1,其中高纯氩气7可同时起到作为高熔差粉末输送动力和保护气氛作用,经激光器10输出到喷嘴1的激光熔化高熔差粉末,在施加超声作用的基板4上形成熔池2,冷却后成形出样件3。通过切换装有不同比例高熔差粉末的送粉筒,实现从低熔点金属向高熔点金属的梯度过渡,即实现0%-100%质量分数/体积分数高熔差梯度材料的制备。在成形之前使用温度调控装置5加热基板4使温度到200℃-400℃,在成形过程中控制不同送粉筒的开启与关闭实现高熔差梯度材料的制备,成形后使用温度调控装置5控制基板4使冷却速度为10-20℃/min。制造方法包括以下步骤:
5、a.选择基板4材质和送粉器8内的高熔差粉末
6、基板4选用与粉末材料热物性参数相近材料,使用前进行打磨处理,清洗吹干。
7、选用高熔点钨、钽、铌、钼、碳化钛和铼等(熔点>1800℃)粉末与低熔点钛及钛合金、铁基合金、铝合金等(熔点<1800℃)粉末,配置高熔点粉末与低熔点粉末组合的高熔差(熔点差>1000℃)混合粉末,分批次放入球磨机搅拌混合均匀,混合后的粉末放入干燥箱中干燥,将不同比例的高熔差粉末分别放入送粉器8的筒中。
8、进一步的,所述步骤a中,真空干燥箱的干燥温度为100-120℃,干燥时间为4-6h。
9、b.计算反射波与入射波的振幅比,进而确定超声入射角度
10、所述的振幅比的计算公式如下:与其中:al为反射纵波振幅;as为发射横波振幅;ao为入射超声纵波振幅;θo为超声工具头12轴线与基板4夹角即超声入射角;θs为横波反射角;θo与θs满足关系式:ksinθs=sinθo;k为材料常数,v为泊松比。
11、根据材料属性,确定材料泊松比v具体数值,进而确定材料常数k;
12、通过从0°-90°范围内任意选取多组超声入射角θo,计算出反射波与入射波的振幅比值;再比较反射波与入射波的振幅比值al/ao、as/ao的绝对值大小,选取反射波与入射波的振幅比值的绝对值均较大时对应的超声入射角度θo。
13、c.根据超声能量公式确定各超声工艺参数
14、各超声工艺参数的计算公式如下,其中e(h,r)是在样件(3)的高度h和距离超声作用点的径向距离r处的超声能量,e0是一个基准能量值,p是超声功率,f是超声频率,a是超声发生器6的振幅。根据材料的密度、弹性模量和阻尼特性以及基板与成形样件尺寸确定经验公式中拟合参数值,x1为功率系数,其值为1,其中x2为频率系数,其值为-1-+1,x3为振幅系数,其值为0-1,深度衰减系数a为0.001-0.01,径向衰减系数b为0.001-0.01。
15、d.首先将超声工具头12通过夹具固定在数控机床工作台上并通过夹具使超声工具头顶部与基板4接触,通过调整夹具控制超声工具头12轴线与基板4的角度达到步骤b确认的超声入射角度θo,随后寻找到沉积位置,用记号笔标记沉积位置。通过吸尘器清理基板4上的高熔差粉末,开启温度调控装置5,待温度稳定到200℃-400℃后开启数控机床、激光器10、冷水机11和工控机9,设置高纯氩气出口压力0.35-0.40mpa,调整送粉气压与保护气压到0.1-0.2mpa,流量分别为6.5l/min和7.5l/min,送粉器8处设置流量为5-8l/min,通过数控机床将激光头喷嘴1输出口移动到沉积位置处上方9mm的位置,开启超声发生器6、高纯氩气7和送粉器8,通过数控机床和工控机9同时控制开启激光,最后在基板4表面形成熔池2进行样件3的沉积。
16、进一步的,所述的步骤d中,沉积位置是距离超声工具头12为0.02m-0.06m范围内的波腹处。所述的波腹确定方式为:a.预先在基板4上通过刮刀均匀铺设高熔差粉末材料,通过超声发生器6控制超声工具头12输出超声作用于基板4,然后观察基板4上高熔差粉末分布位置,可以清晰地看出粉末聚集和分散地点即波腹和波节处;b.一方面通过超声能量公式计算从超声工具头作用点到沉积位置处超声能量的衰减(<6%)降低超声衰减的影响,另一方面保证激光头与超声工具头12安全作业范围。
17、e.随着样件3高度不断沉积,通过改变超声功率保证该高度处样件3所受超声能量恒定,根据步骤c所确定的超声能量公式进行各工艺参数选取,通过数控系统对不同材料成分的沉积层,分别采用上述的工艺参数逐渐实现从低熔点到高熔点材料过渡,形成高熔差梯度构件。
18、进一步的,所述的步骤e中,各工艺参数范围为:超声发生器6的超声功率范围为1000w-2000w,超声发生器6的超声频率范围为10-35khz,超声振幅范围为10-50μm;送粉量设置为0.2-3.0g/min;激光功率为600-3000w,扫描速度60-1000mm/min;z轴提升量随时调整。此处的z轴提升量指数控机床控制工作台下降量,主要是保证样件3成形顶部与喷嘴1出口处平面在z方向上相对距离不变为9mm。
19、f.成形结束后,依次关闭激光器10、送粉器8、高纯氩气7、冷水机11和超声发生器6,通过温度调控装置5对基板4进行缓慢冷却至室温。
20、进一步的,所述的步骤f中,冷却速度为10-20℃/min。
21、本发明所构思的以上技术方案与现有技术相比,主要的有益效果如下:
22、(1)本发明针对低熔点与高熔点异质材料在界面熔点不匹配、热膨胀系数差异、润湿性不良等相容性问题,以及在复杂非平衡条件下过渡梯度区域易产生的组织缺陷,提出了一种超声辅助高熔差功能梯度材料制造方法。该方法通过超声的声流、空化和热效应与预热和缓冷过程的有效耦合,旨在促进高熔差材料间的均匀溶解和扩散,减少成分偏析,从而显著降低制造过程中的缺陷形成。此外,该方法能够改善材料的微观结构,从而提高最终构件的力学性能。通过这种创新的方法,本发明能够解决传统高熔差功能梯度材料制造中的关键技术难题。
23、(2)本发明的超声工具头设计采用了易于操作的夹具安装方式,使得工具头在安装和拆卸过程中极为便捷,为现场快速更换提供了可能。此外,该设计还简化了工具头的维护工作,当工具头出现损坏时,可以迅速进行更换或维修,大大提高了生产效率和设备的使用时长。工具头与基板之间的入射角度可以通过夹具进行精细调节,这一特性使得操作者能够根据需要调整反射波与入射波的振幅比,从而优化熔池的处理效果。实验数据表明,在超声与基板夹角为30°时,熔池效果最佳,这一角度的设定为制造过程中的精确控制提供了可靠的基础。通过对超声波的精确控制,本发明能够在基板上预先铺设粉末的基础上,明确识别超声作用效果强的区域。对于特定尺寸(长宽为120mm)的基板,根据超声能量经验公式计算与保证实验安全考虑得出,在距离超声工具头0.02m至0.06m范围内的波腹处沉积效果最为理想。
- 还没有人留言评论。精彩留言会获得点赞!