一种冷型内腔保护渣的去除装置及方法与流程
本发明属于铸造工艺,具体涉及一种冷型内腔保护渣的去除装置及方法。
背景技术:
1、大型离心轧辊生产外层浇注后,需要在内腔加入保护渣防止内腔氧化。由于收缩量较大,钢水在冷型与上端盖部分收缩不一致,易在此位置产生拉裂,凝固后冷型直立合箱,在浇注芯部过程中,保护渣会沿着端盖和冷型间拉裂的缝隙,钻入冷型与毛坯中间,开箱后在冷型内腔上存留凝固的保护渣。因冷型内腔上带有一定深度的螺纹线,熔化的保护渣会残留在螺纹线内,在下一次冷型上窑预热前,需将内腔的保护渣清除干净。大多数情况都是人工使用各种工具进行清除操作,清除难度大,且费时费力,但若将冷型以整体加热的方式清除保护渣,冷型内部的保护渣和冷型一同加热保护渣软化但是冷却后又附着在内壁上,所以无法使用整体加热的方式去除,尤其保护渣残留在螺纹线内,常规的去除方法非常费时费力,因此现在急需一种代替人工对粘附保护渣的位置进行反复局部加热的冷型内腔保护渣的去除装置及方法。
技术实现思路
1、本发明的目的是提供一种冷型内腔保护渣的去除装置及方法,能够代替人工对粘附保护渣的位置进行反复局部加热与敲击振动直至保护渣脱落。
2、为实现上述目的,本发明所采用的技术方案是:
3、一种冷型内腔保护渣的去除装置,包括能够相对移动的用于支撑冷型的旋转台以及能够伸进冷型内腔由往复摇摆机构控制的设置有温度探测部件的除渣装置,所述旋转台上设置有位于冷型两侧并驱动冷型转动的旋转轮,所述除渣装置通过往复摇摆机构设置在位移装置上并与旋转台上的冷型前后对应设置,所述旋转台与除渣装置之间的相对移动以及旋转轮的转动均通过控制机构控制。
4、本发明技术方案的进一步改进在于:旋转台上还设置有沿冷型长度方向移动并敲击冷型的自动敲击装置;自动敲击装置沿冷型长度方向的移动通过控制机构控制,所述除渣装置通过由控制机构控制的位移装置实现相对于冷型的前进或后退。
5、本发明技术方案的进一步改进在于:往复摇摆机构包括设置在位移装置上的设有调速器的减速电机一以及由减速电机一控制的曲柄连杆,除渣装置通过可伸缩调节的伸缩轴与曲柄连杆连接。
6、本发明技术方案的进一步改进在于:位移装置包括设置在减速电机一底部的支架以及对称设置的滑轨,支架通过定位滑块设置在滑轨上,定位滑块卡合在滑轨上且能够沿滑轨滑动。
7、本发明技术方案的进一步改进在于:除渣装置为温度可调的的水焊枪,水焊枪一侧设有温度探头,温度探头与水焊枪之间的夹角小于往复摇摆机构控制水焊枪的摇摆角度。
8、本发明技术方案的进一步改进在于:自动敲击装置通过由控制机构控制的导向装置设置在冷型一侧,包括由减速电机二控制旋转的棘轮以及一端设有敲击部件另一端与棘轮啮合的连接杆。
9、本发明技术方案的进一步改进在于:连接杆通过销轴设置在两个支杆上并在棘轮的驱动下以销轴旋转,连接杆位于销轴以下的部分与两个支杆之间分别通过复位弹簧连接。
10、本发明技术方案的进一步改进在于:导向装置包括设置在旋转台上的导向杆、设置在导向杆上并沿导向杆长度方向移动的导向管以及设置在导向管上的支座,两个支杆与减速电机二均设置在支座上。
11、一种冷型内腔保护渣的去除方法,使用去除装置对冷型内腔粘附的保护渣进行除渣处理,包括以下步骤:
12、步骤s1:将粘附保护渣的冷型吊装到旋转台的旋转轮上冷却到室温,确定冷型内腔需要除渣的位置;
13、步骤s2:启动位移装置带动水焊枪前进伸入到冷型内腔;
14、步骤s3:调整伸缩轴使伸缩轴前端的水焊枪到达待除渣区域的轴向位置;
15、步骤s4:启动旋转轮带动冷型以中心轴自转,从而调整待除渣区域到达水焊枪能够摇摆加热覆盖的位置等待除渣;
16、步骤s5:启动减速电机一与水焊枪并调节调速器控制水焊枪往复摇摆的速度,通过温度探头对待除渣区域的温度进行监测,依据温度探头反馈的数据将水焊枪调节到合适温度,驱动水焊枪对待除渣区域进行往复摇摆加热至保护渣脱落;
17、步骤s6:其他粘附保护渣的位置按照步骤s3-步骤s5进行局部反复加热,若存在未完全脱落保护渣的情况,则通过驱动冷型旋转的旋转轮与可移动的自动敲击装置相配合对未完全脱落保护渣的位置进行反复的敲击直至保护渣完全脱落。
18、本发明技术方案的进一步改进在于:在步骤s5中,水焊枪的操作方法包括以下步骤:
19、s501:启动水焊枪的乙炔气,将火焰调为碳化火焰对待除渣区域进行预热并打开氧气增大风量;
20、s502:水焊枪往复加热的范围控制在300*300mm以内,时间为15-20秒,当温度达到700-1000℃时保护渣脱落,若较厚的保护渣未脱落,使用步骤6中的自动敲击装置对其进行敲击直至完全脱落。
21、由于采用了上述技术方案,本发明取得的技术进步是:
22、本申请一种冷型内腔保护渣的去除装置能够代替人工对冷型内腔粘附保护渣的位置进行反复局部加热以及敲击振动,节省人力提高除渣效率的同时能够达到理想的除渣效果。
23、本发明采用的往复摇摆机构与位移装置相配合,能够使水焊枪伸入冷型内腔后对粘附保护渣的位置进行局部反复加热。
24、本发明采用的可调节的伸缩轴与旋转轮相配合,能够使水焊枪伸进冷型内腔后快速对准待除渣区域,提高操作效率。
25、本发明采用的可移动的自动敲击装置与旋转轮相配合,能够在保护渣未完全脱落的情况下对冷型进行敲击使保护渣完全脱落,保证理想的除渣效果。
技术特征:
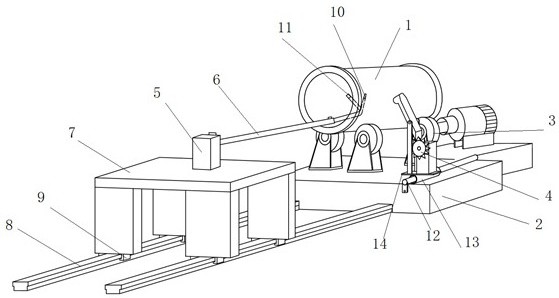
1.一种冷型内腔保护渣的去除装置,其特征在于:包括能够相对移动的用于支撑冷型(1)的旋转台(2)以及能够伸进冷型(1)内腔由往复摇摆机构控制的设置有温度探测部件的除渣装置,所述旋转台(2)上设置有位于冷型(1)两侧并驱动冷型(1)转动的旋转轮(3),所述除渣装置通过往复摇摆机构设置在位移装置上并与旋转台(2)上的冷型(1)前后对应设置,所述旋转台(2)与除渣装置之间的相对移动以及旋转轮(3)的转动均通过控制机构控制。
2.根据权利要求1所述的一种冷型内腔保护渣的去除装置,其特征在于:旋转台(2)上还设置有沿冷型(1)长度方向移动并敲击冷型(1)的自动敲击装置(4);自动敲击装置(4)沿冷型(1)长度方向的移动通过控制机构控制,所述除渣装置通过由控制机构控制的位移装置实现相对于冷型(1)的前进或后退。
3.根据权利要求1所述的一种冷型内腔保护渣的去除装置,其特征在于:所述往复摇摆机构包括设置在位移装置上的设有调速器的减速电机一(5)以及由减速电机一(5)控制的曲柄连杆,所述除渣装置通过可伸缩调节的伸缩轴(6)与曲柄连杆连接。
4.根据权利要求3所述的一种冷型内腔保护渣的去除装置,其特征在于:所述位移装置包括设置在减速电机一(5)底部的支架(7)以及对称设置的滑轨(8),所述支架(7)通过定位滑块(9)设置在滑轨(8)上,所述定位滑块(9)卡合在滑轨(8)上且能够沿滑轨(8)滑动。
5.根据权利要求4所述的一种冷型内腔保护渣的去除装置,其特征在于:所述除渣装置为水焊枪(10),所述水焊枪(10)一侧设有温度探头(11),所述温度探头(11)与水焊枪(10)之间的夹角小于往复摇摆机构控制水焊枪(10)的摇摆角度。
6.根据权利要求2所述的一种冷型内腔保护渣的去除装置,其特征在于:所述自动敲击装置(4)通过由控制机构控制的导向装置设置在冷型(1)一侧,包括由减速电机二(4-1)控制旋转的棘轮(4-2)以及一端设有敲击部件(4-3)另一端与棘轮(4-2)啮合的连接杆(4-4)。
7.根据权利要求6所述的一种冷型内腔保护渣的去除装置,其特征在于:所述连接杆(4-4)通过销轴设置在两个支杆(4-5)上并在棘轮(4-2)的驱动下以销轴旋转,所述连接杆(4-4)位于销轴以下的部分与两个支杆(4-5)之间分别通过复位弹簧连接。
8.根据权利要求7所述的一种冷型内腔保护渣的去除装置,其特征在于:所述导向装置包括设置在旋转台(2)上的导向杆(12)、设置在导向杆(12)上并沿导向杆(12)长度方向移动的导向管(13)以及设置在导向管(13)上的支座(14),所述两个支杆(4-5)与减速电机二(4-1)均设置在支座(14)上。
9.一种冷型内腔保护渣的去除方法,其特征在于:使用权利要求1-8任一项所述的去除装置对冷型(1)内腔粘附的保护渣进行除渣处理,包括以下步骤:
10.根据权利要求9所述的一种冷型内腔保护渣的去除方法,其特征在于:在步骤s5中,所述水焊枪(10)的操作方法包括以下步骤:
技术总结
本发明公开了一种冷型内腔保护渣的去除装置及方法,属于铸造工艺技术领域,包括能够相对移动的用于支撑冷型的旋转台以及能够伸进冷型内腔由往复摇摆机构控制的设置有温度探测部件的除渣装置,旋转台上设置有位于冷型两侧并驱动冷型以中心轴自转的旋转轮以及沿冷型长度方向移动并敲击冷型的自动敲击装置;旋转台与除渣装置之间的相对移动、旋转轮的转动以及自动敲击装置沿冷型长度方向的移动均通过控制机构控制,本发明能够代替人工对冷型内腔粘附保护渣的位置进行反复局部加热以及敲击振动,节省人力提高除渣效率的同时达到理想的除渣效果。
技术研发人员:冯文辉,赵学仕,李立坤,冯建强
受保护的技术使用者:中钢集团邢台机械轧辊有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!