一种节约型消除酸洗机组停车水锈的装置及方法与流程
本发明属于冷轧带钢酸洗,尤其涉及一种节约型消除酸洗机组停车水锈的装置及方法。
背景技术:
1、带钢冷轧前必须清除热轧带卷表面的氧化铁皮,才能使轧后带钢表面银白光亮。常用的氧化铁皮去除方法包括机械除鳞和化学除鳞,其中化学除鳞即采用硫酸或盐酸进行酸洗。目前世界上采用的带钢酸洗方法主要有三种:单卷酸洗法、连续酸洗法和半连续酸洗法,均是通过不同的酸洗机组实现。其中连续酸洗机组中,带钢经过酸洗槽、漂洗槽后,要将带钢表面的残存水分去除,以保证酸洗带钢具有良好的表面质量。热轧带钢必须经过酸洗后才能进入冷轧机轧制。
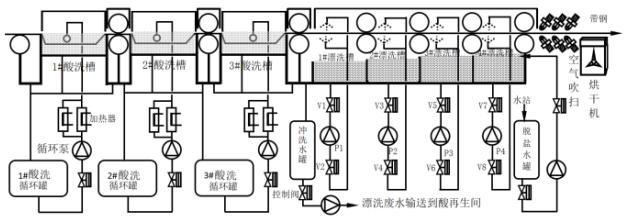
2、见图1,带钢酸洗是将开卷后的热轧带钢连续地经过3个酸洗槽去除氧化铁皮,再经过4个漂洗槽漂洗去除表面残留酸液。循环泵将各漂洗槽内70°c的漂洗水喷淋到带钢上下表面。新鲜的脱盐水最先进入4#漂洗槽,通过4个漂洗槽的高度差,4#漂洗槽内的漂洗水溢流到3#漂洗槽,3#漂洗槽内的漂洗水溢流到2#漂洗槽,2#漂洗槽内的漂洗水溢流到1#漂洗槽,1#漂洗槽内的漂洗水溢流到冲洗水罐,从而实现各漂洗槽内漂洗水更新。4个漂洗槽内充满漂洗水,漂洗循环过程如下:带钢从从1#漂洗槽向4#漂洗槽方向运行。1#漂洗槽内的漂洗水经过控制阀v1,循环泵p1,控制阀v2,1#漂洗槽喷淋管,对通过1#漂洗槽内的带钢上下表面的残酸液进行漂洗,漂洗水落回1#漂洗槽内。2#漂洗槽内的漂洗水经过控制阀v3,循环泵p2,控制阀v4,2#漂洗槽喷淋管,对通过2#漂洗槽内带钢上下表面的残酸液进行漂洗,漂洗水落回2#漂洗槽内。3#漂洗槽内的漂洗水经过控制阀v5,循环泵p3,控制阀v6,3#漂洗槽喷淋管,对通过3#漂洗槽内带钢上下表面的残酸液进行漂洗,漂洗水落回3#漂洗槽内。4#漂洗槽内的漂洗水经过控制阀v7,循环泵p4,控制阀v8,4#漂洗槽喷淋管,对通过4#漂洗槽内的带钢上下表面的残酸液进行漂洗,漂洗水落回4#漂洗槽内。漂洗后的带钢经过空气吹扫和热风烘干,完成酸洗过程。现有技术的特点是漂洗槽集存水和喷淋功能于同一空间。
3、正常生产过程中,酸洗机组停机一般需要5分钟以上,整个漂洗段内约20米长的带钢在残留酸与漂洗槽内水蒸气的作用下产生黑色水锈而成为废品,称作停车水锈。现有技术处理方法是在机组再次运行前反向点动带钢,将漂洗槽内产生停车水锈的带钢倒退至酸洗槽内,利用酸洗槽内的酸液去除水锈,然后立即启动机组运行。此法存在两个问题:一是带钢倒退时从1#酸洗槽入口带出酸液,腐蚀设备并污染环境;二是带钢点动速度很低,一次倒钢需要2分半时间,全年累计65小时以上,影响了机组的生产效率。申请号为 202210681164.x的中国发明专利公开了一种酸洗去除水锈工艺,在现有机组第4级漂洗槽后增加了二次酸洗和二次漂洗,达到消除停车水锈的目的。此方法需要在原有设备基础上增加一个二次酸洗槽和一个二次漂洗槽,设备投资大,并增加了设备所占有的空间,限制了方案的改进和推广。
技术实现思路
1、本发明的目的是提供一种节约型消除酸洗机组停车水锈的装置及方法,克服现有技术的不足,利用现有漂洗槽及漂洗槽内的漂洗喷淋设备对漂洗槽内二次酸洗后的带钢进行二次漂洗,以去除二次酸洗后带钢表面残留酸液,通过设置外部漂洗水循环罐和酸液循环结构,使漂洗槽内不存水,漂洗循环在漂洗喷淋管与外部漂洗水循环罐之间进行,漂洗槽内酸路与水路的隔离,保证漂洗水的清洁,实现在机组启动前的酸洗槽注酸阶段,完成对停车水锈的二次酸洗,达到去除停车水锈的目的。
2、为实现上述目的,本发明通过以下技术方案实现:
3、技术方案之一:一种节约型消除酸洗机组停车水锈的装置,其特征在于,包括漂洗水循环罐、漂洗水循环管、漂洗水回收管、二次酸洗喷淋管、二次酸洗供液管、二次酸洗回液管和漂洗水更新回路,其中:所述漂洗水循环罐设置在漂洗槽的附近,一个漂洗槽对应设置有一个漂洗水循环罐;所述漂洗水循环管连接在漂洗喷淋管和对应的漂洗水循环罐之间,漂洗水循环管上设有控制阀一和循环泵;所述漂洗水回收管连接在漂洗槽底部和对应的漂洗水循环罐之间,漂洗水回收管上设有控制阀二;所述二次酸洗喷淋管设置在漂洗槽中,二次酸洗喷淋管为f形管路,其上设有上喷嘴和下喷嘴,分别对应钢板的上表面和下表面;所述二次酸洗供液管的一端与二次酸洗喷淋管的进口相连接,二次酸洗供液管的另一端与机组的最末级酸洗槽的供酸泵出口相连通,二次酸洗供液管上设有控制阀三;所述二次酸洗回液管设置在漂洗槽的槽底和机组的最末级酸洗循环罐之间,二次酸洗回液管上设有控制阀四,控制阀四的数量与漂洗槽的数量一致;所述漂洗水更新回路依次与各漂洗水循环罐串联,位于最前端和最后端的两个漂洗水循环罐,介质进入侧液位高于介质流出侧液位,且相邻漂洗水循环罐之间的连通管,也是介质进入侧的一个高于介质流出侧的另一个。
4、所述漂洗槽的底部高于漂洗水循环罐的进口,漂洗槽内的漂洗水能自流回漂洗水循环罐中。
5、机组中所述漂洗槽为四个,对应的漂洗水循环罐为四个。
6、所述漂洗水更新回路的介质进入侧管路上设有流量调节阀和脱盐水泵,漂洗水更新回路的介质流出侧管路上设有冲洗水罐,冲洗水罐的出口经阀门和再生泵与去酸再生系统相连。
7、介质流入侧的所述漂洗水循环罐底部连接有蒸汽加热管。
8、所述控制阀一为两个,分别设置在循环泵的进口侧和出口侧管路上。
9、技术方案之二:一种节约型消除酸洗机组停车水锈的方法,其特征在于,该去除停车水锈过程在机组启动前的酸洗槽注入酸液的时间内完成,漂洗槽的漂洗过程与二次酸洗过程共用漂洗槽,漂洗水在漂洗槽和漂洗水循环罐之间循环,二次酸洗液在漂洗槽和机组的最末级酸洗循环罐之间循环;漂洗槽内不存水,漂洗水全部存放于漂洗水循环罐中。
10、所述二次酸洗过程的喷淋管与漂洗过程的喷淋管为两套独立的喷淋管,分别连接不同的介管供给管路,根据工艺要求,在不同的时段喷淋。
11、所述二次酸洗过程的启动时间点ts=酸洗槽注满酸液需要的时间t-漂洗槽内二次酸洗所需要的时间t1-二次酸洗后的漂洗所需要的时间t2,即酸洗槽开始注入酸液后的ts,漂洗槽内的二次酸洗过程启动,待二次酸洗和二次酸洗后的漂洗完成,且所有酸洗槽中的酸液全部注满,机组具备启车条件,钢带开始运行。
12、所述二次酸洗后,待二次酸洗液全部回流到机组的最末级酸洗循环罐后,启动漂洗水循环管上的循环泵,向漂洗槽内的带钢上下两表面喷淋漂洗水,落到漂洗槽底部的漂洗水进入漂洗水循环罐,漂洗水和二次酸洗液彼此隔离互不掺混。
13、与现有技术相比,本发明的有益效果是:
14、1)本发明是利用现有漂洗槽及漂洗槽内的漂洗喷淋设备对漂洗槽内二次酸洗后的带钢进行二次漂洗,利用现有漂洗槽的空间安装二次酸洗喷淋装置,无需增建二次酸洗槽和二次漂洗槽,节省空间和投资,即可纳入初始设计,又可以通过改造完成。
15、2)本发明二次酸洗用酸液与漂洗水采用两套相互隔离的供给结构,可实现二次酸洗后的漂洗,漂洗槽内酸液与漂洗水的隔离,有利于保证漂洗水的清洁,同时不增加原生产工艺中各介质的处理工作量。
16、3)本发明去除停车水锈的二次酸洗及二次漂洗的时间完全包含在机组启车前的酸洗槽注酸过程,不需要额外的时间,使机组的全年有效生产时数增加了65小时以上。
- 还没有人留言评论。精彩留言会获得点赞!