一种连铸连轧铜覆钢生产工艺的制作方法
本发明涉及铜覆钢生产,更具体地说,本发明涉及一种连铸连轧铜覆钢生产工艺。
背景技术:
1、铜覆钢是一种复合材料,它由纯度为99.99%的电解铜电镀在低碳钢上制成,这种材料具有优异的导电性能和抗腐蚀能力,因此被广泛应用于电力、石化、铁路等领域,如设备接地引下线、地网水平接地导体、电缆沟及杆塔水平接地导体等。
2、现有技术中的铜覆钢生产工艺无法有效保证电解铜均匀电镀在低碳钢上,使得产出的铜覆钢的质量较差。
3、因此,亟需一种连铸连轧铜覆钢生产工艺。
技术实现思路
1、为了克服现有技术的上述缺陷,本发明的实施例提供一种连铸连轧铜覆钢生产工艺,利用热解石墨超高抗磁特性,让通电的铜覆钢线在磁场的作用下,悬浮在模具中心,铜在重新结晶凝固时均匀的覆在钢线表面,从而保证产出的铜覆钢的质量,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:一种连铸连轧铜覆钢生产工艺,包括热解石墨片、钢芯、铜层、石墨芯、轧辊、正电极、负电极、冷却水和小型铜液池以及以下步骤:
3、步骤一:铜覆钢线二端正电极和负电极通电,在铜覆钢周围产生磁场;
4、步骤二:热解石墨片具有超高抗磁特性,阻止带磁的铜覆钢上的铜液偏移,悬浮在模具中心,通过集肤效应,通电后的铜液均匀覆在钢芯表面;
5、步骤三:出口端采用水冷的方式,利用冷却水让铜凝固在钢芯的表面,形成均匀的铜层;
6、步骤四:通过热轧,并牵引铜覆钢线往前,进一步冷却铜以及通过热轧变形加固铜和钢的结合度;
7、步骤五:将成品铜覆钢取出并收集起来。
8、在一个优选的实施方式中,所述小型铜液池设置于钢芯一端,所述正电极设置于小型铜液池顶部一侧。
9、在一个优选的实施方式中,所述热解石墨片数量设置为两个,所述石墨芯数量设置为两个,所述冷却水数量设置为两个。
10、在一个优选的实施方式中,两个所述热解石墨片分别设置于钢芯顶部和底部,所述石墨芯设置于对应位置的热解石墨片远离钢芯的一侧。
11、在一个优选的实施方式中,所述冷却水设置于对应位置的石墨芯远离钢芯的一侧。
12、本发明的技术效果和优点:
13、1、本发明在铜覆钢线二端正电极和负电极通电,在铜覆钢周围产生磁场,热解石墨片具有超高抗磁特性,阻止带磁的铜覆钢上的铜液偏移,悬浮在模具中心,通过集肤效应,通电后的铜液均匀覆在钢芯表面,出口端采用水冷的方式,利用冷却水让铜凝固在钢芯的表面,形成均匀的铜层,通过热轧,并牵引铜覆钢线往前,进一步冷却铜以及通过热轧变形加固铜和钢的结合度,将成品铜覆钢取出并收集起来,本发明利用热解石墨超高抗磁特性,让通电的铜覆钢线在磁场的作用下,悬浮在模具中心,铜在重新结晶凝固时均匀的覆在钢线表面,从而保证产出的铜覆钢的质量。
技术特征:
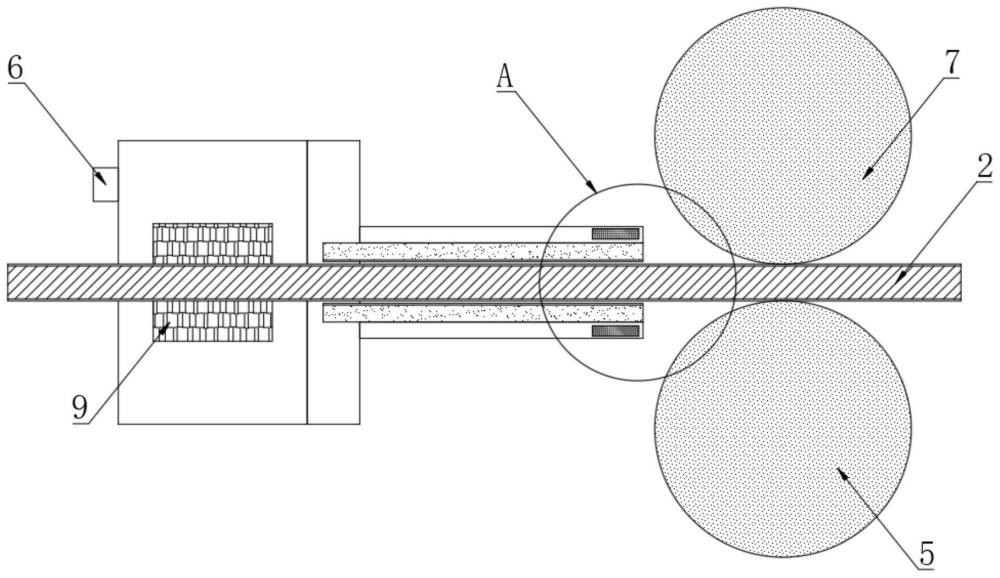
1.一种连铸连轧铜覆钢生产工艺,其特征在于,包括热解石墨片(1)、钢芯(2)、铜层(3)、石墨芯(4)、轧辊(5)、正电极(6)、负电极(7)、冷却水(8)和小型铜液池(9)以及以下步骤:
2.根据权利要求1所述的一种连铸连轧铜覆钢生产工艺,其特征在于:所述小型铜液池(9)设置于钢芯(2)一端,所述正电极(6)设置于小型铜液池(9)顶部一侧。
3.根据权利要求1所述的一种连铸连轧铜覆钢生产工艺,其特征在于:所述热解石墨片(1)数量设置为两个,所述石墨芯(4)数量设置为两个,所述冷却水(8)数量设置为两个。
4.根据权利要求3所述的一种连铸连轧铜覆钢生产工艺,其特征在于:两个所述热解石墨片(1)分别设置于钢芯(2)顶部和底部,所述石墨芯(4)设置于对应位置的热解石墨片(1)远离钢芯(2)的一侧。
5.根据权利要求3所述的一种连铸连轧铜覆钢生产工艺,其特征在于:所述冷却水(8)设置于对应位置的石墨芯(4)远离钢芯(2)的一侧。
技术总结
本发明公开了一种连铸连轧铜覆钢生产工艺,具体涉及铜覆钢生产技术领域,包括热解石墨片、钢芯、铜层、石墨芯、轧辊、正电极、负电极、冷却水和小型铜液池以及以下步骤:步骤一:铜覆钢线二端正电极和负电极通电,在铜覆钢周围产生磁场;步骤二:热解石墨片具有超高抗磁特性,阻止带磁的铜覆钢上的铜液偏移,悬浮在模具中心,通过集肤效应,通电后的铜液均匀覆在钢芯表面;步骤三:出口端采用水冷的方式,利用冷却水让铜凝固在钢芯的表面,形成均匀的铜层。本发明利用热解石墨超高抗磁特性,让通电的铜覆钢线在磁场的作用下,悬浮在模具中心,铜在重新结晶凝固时均匀的覆在钢线表面,从而保证产出的铜覆钢的质量。
技术研发人员:徐罗,胡海峰,胡连锋
受保护的技术使用者:嘉兴嘉合电力设备有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!