一种行星轮渗碳淬火变形控制工艺的制作方法
本发明涉及行星轮加工方法领域,特别是涉及一种行星轮渗碳淬火变形控制工艺。
背景技术:
1、随着行星轮内孔与轴承外圈一体化技术被广泛应用,这要求行星轮内孔的热处理质量相当严格,一般会通过对行星轮的内孔进行渗碳淬火,来提高其耐磨性。然而,由于其壁薄,在渗碳淬火时易变形,行星轮的内孔由于胀大量过大,而超过成品尺寸,造成废品。
2、现有技术中,一般采用如下几种工艺过程:“渗碳直接降温淬火-回火”、“渗碳空冷-淬火-回火”或“渗碳空冷-淬火-回火-缩孔-淬火-回火”,然而现有技术中的几种工艺,常出现行星轮内孔中部的胀大量超出预留量,造成零件报废的问题。
3、因此,如何有效控制行星轮的变形量,是本领域技术人员目前需要解决的技术问题。
技术实现思路
1、本发明的目的是提供一种行星轮渗碳淬火变形控制工艺,用于降低行星轮内孔的胀大量,减少内孔的变形,提高渗层质量。
2、为实现上述目的,本发明提供如下技术方案:
3、一种行星轮渗碳淬火变形控制工艺,包括以下步骤:
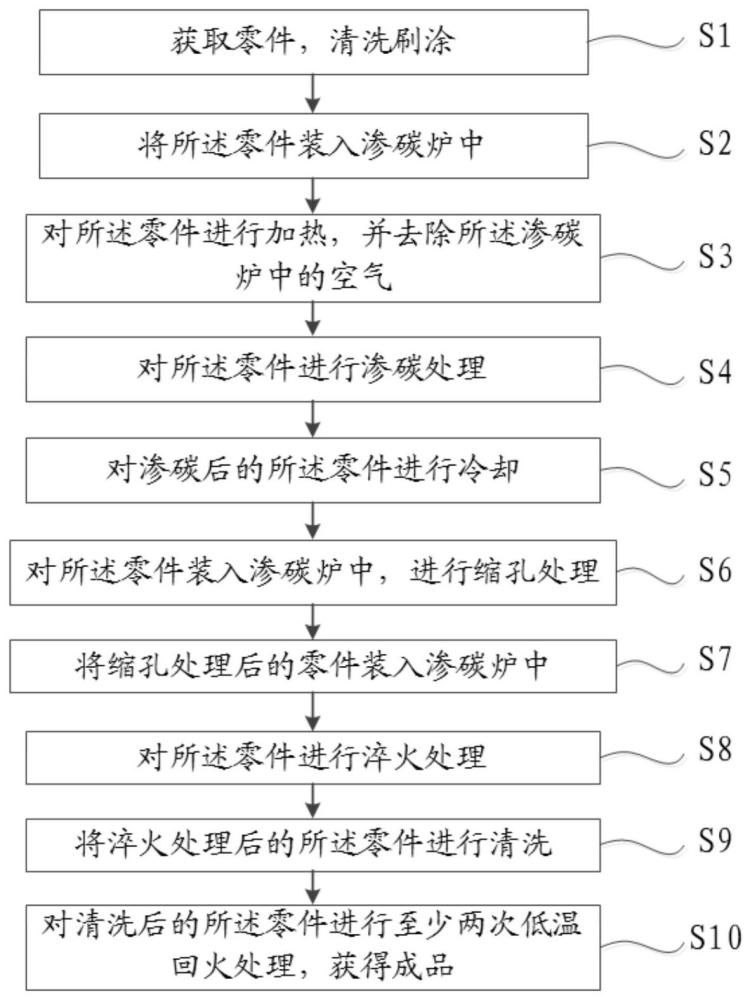
4、步骤s1:获取零件,清洗刷涂;
5、步骤s2:将所述零件装入渗碳炉中;
6、步骤s3:对所述零件进行加热,并去除所述渗碳炉中的空气;
7、步骤s4:对所述零件进行渗碳处理;
8、步骤s5:对渗碳后的所述零件进行冷却;
9、步骤s6:对所述零件装入渗碳炉中,进行缩孔处理;
10、步骤s7:将缩孔处理后的所述零件装入渗碳炉中;
11、步骤s8:对所述零件进行淬火处理;
12、步骤s9:将淬火处理后的所述零件进行清洗;
13、步骤s10:对清洗后的所述零件进行至少两次低温回火处理,获得成品;
14、所述步骤s6包括:
15、将若干数量的所述零件放入所述渗碳炉中,加热至760-800℃,并保温第一预设时间后,出炉风冷至600-650℃,然后将所述零件放回所述渗碳炉中并重新加热至650-660℃,并均温第二预设时间后,出炉冷却至室温。
16、优选地,所述步骤s2包括:
17、将所述零件装入渗碳炉中,保持相邻所述零件之间的水平间距≥100mm,所述零件与底座之间以及相邻所述零件之间的竖直距离为100-150mm。
18、优选地,所述步骤s3包括:
19、对所述零件加热至630-650℃,并控制升温速度≤50℃/h,保温2-3h,同时,向所述渗碳炉内滴入甲醇进行除气;继续加热所述零件至830-850℃,保温2-3h,随后将所述零件加热至渗碳温度。
20、优选地,所述步骤s4包括:渗碳温度为930-950℃,采用强渗和扩散两段渗碳。
21、优选地,所述步骤s5包括:
22、将渗碳处理后的所述零件降至750-850℃后,出炉空冷。
23、优选地,所述步骤s7还包括:
24、对缩孔处理后的所述零件进行尺寸检测;
25、将所述零件装入渗碳炉中,并将尺寸较小的所述零件置于最上端;
26、保持相邻所述零件之间的水平间距≥100mm,所述零件与底座之间以及相邻所述零件之间的竖直距离为100-150mm。
27、优选地,所述步骤s6还包括:
28、在装炉前,检测所述零件的尺寸;
29、将所述零件叠摞并装入所述渗碳炉中,并将内孔直径最大的所述零件置于中间位置;
30、对位于上下两端的所述零件进行封堵;
31、将所述零件加热至760-800℃,并保温3-4h后,出炉风冷至600-650℃,将所述零件重新加热至650-660℃后,均温3-4h并出炉空冷至室温。
32、优选地,所述步骤s8包括:
33、将所述零件加热至630-650℃,升温速度控制为≤50℃/h,然后保温2-3h后,将所述零件的温度加热至820-840℃并保温第三预设时间后,进行淬火;
34、淬火介质采用硝盐,所述硝盐的温度为160-170℃,所述硝盐的含水量为0.8-1.5%。
35、优选地,所述步骤s9包括:
36、采用60-80℃的水清洗所述零件表面的残余硝盐。
37、优选地,所述步骤s10中,低温回火的加热温度为190±20℃。
38、本发明所提供的行星轮渗碳淬火变形控制工艺,包括以下步骤:步骤s1:获取零件,清洗刷涂;步骤s2:将所述零件装入渗碳炉中;步骤s3:对所述零件进行加热,并去除所述渗碳炉中的空气;步骤s4:对所述零件进行渗碳处理;步骤s5:对渗碳后的所述零件进行冷却;步骤s6:对所述零件装入渗碳炉中,进行缩孔处理;步骤s7:将缩孔处理后的所述零件装入渗碳炉中;步骤s8:对所述零件进行淬火处理;步骤s9:将淬火处理后的所述零件进行清洗;步骤s10:对清洗后的所述零件进行至少两次低温回火处理,获得成品;所述步骤s6包括:将若干数量的所述零件放入所述渗碳炉中,加热至760-800℃,并保温第一预设时间后,出炉风冷至600-650℃,然后将所述零件放回所述渗碳炉中并重新加热至650-660℃,并均温第二预设时间后,出炉冷却至室温。本发明所提供的行星轮渗碳淬火变形控制工艺,通过对所述零件进行渗碳空冷-缩孔-淬火-回火的工艺过程,通过在渗碳和淬火处理之间增加缩孔工艺,使得行星轮的内孔进行收缩,解决淬火过程中零件的内孔胀大量偏大的问题,所述零件的尺寸可以得到有效控制,提高成品率。
39、在一种优选实施方式中,所述步骤s8包括:将所述零件加热至630-650℃,升温速度控制为≤50℃/h,然后保温2-3h后,将所述零件的温度加热至820-840℃并保温第三预设时间后,进行淬火;淬火介质采用硝盐,所述硝盐的温度为160-170℃,所述硝盐的含水量为0.8-1.5%。上述过程,通过采用硝盐进行等温淬火,可以有效降低所述零件的内孔变形,有效保证所述零件在淬火后的渗层热处理质量。
技术特征:
1.一种行星轮渗碳淬火变形控制工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s2包括:
3.根据权利要求1所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s3包括:
4.根据权利要求3所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s4包括:渗碳温度为930-950℃,采用强渗和扩散两段渗碳。
5.根据权利要求1所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s5包括:
6.根据权利要求1所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s7还包括:
7.根据权利要求1至6任意一项所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s6还包括:
8.根据权利要求1至6任意一项所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s8包括:
9.根据权利要求8所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s9包括:
10.根据权利要求9所述的行星轮渗碳淬火变形控制工艺,其特征在于,所述步骤s10中,低温回火的加热温度为190±20℃。
技术总结
本发明公开了一种行星轮渗碳淬火变形控制工艺,包括以下步骤:步骤S1:获取零件,清洗刷涂;步骤S2:将零件装入渗碳炉中;步骤S3:对零件进行加热,并去除渗碳炉中的空气;步骤S4:对零件进行渗碳处理;步骤S5:对渗碳后的零件进行冷却;步骤S6:对零件装入渗碳炉中,进行缩孔处理;步骤S7:将缩孔处理后的零件装入渗碳炉中;步骤S8:对零件进行淬火处理;步骤S9:将淬火处理后的零件进行清洗;步骤S10:对清洗后的零件进行至少两次低温回火处理,获得成品;本发明所提供的工艺,使得行星轮的内孔进行收缩,解决淬火过程中零件的内孔胀大量偏大的问题,零件的尺寸可以得到有效控制,提高成品率。
技术研发人员:仲博颖,胡云权,陈永祥,张琰,宋天琰,郭峻麟,李勇
受保护的技术使用者:重庆齿轮箱有限责任公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!