一种活塞环端面加工用双面磨削装置的制作方法
本发明涉及活塞环加工,具体为一种活塞环端面加工用双面磨削装置。
背景技术:
1、活塞环是用于嵌入活塞槽沟内部的金属环,活塞环分为两种:压缩环和机油环。压缩环可用来密封燃烧室内的可燃混合气体;机油环则用来刮除汽缸上多余的机油。
2、活塞环广泛地用在各种动力机械上,如蒸汽机、柴油机、汽油机、压缩机、液压机等,广泛用于汽车,火车,轮船,游艇等。活塞环是燃油发动机内部的核心部件,它和汽缸,活塞,汽缸壁等一起完成燃油气体的密封。活塞环作用包括密封、调节机油(控油)、导热(传热)、导向(支承)四个作用。
3、活塞环加工包括以下工艺步骤:铸造→磨削→热处理→磨削→金加工→激光强化处理→热定型→金加工。其中磨削做为精加工的必要工序,在加工精度上的把控极为严格,活塞环的两侧表面以及端面的倾角都需要经过打磨,一般在加工时对活塞环一侧进行紧固处理,然后通过打磨装置磨削,加工完一面后再固定另一侧继续加工另一面,这样活塞环更换打磨面就需要人力频繁的干涉,费时又费力。
技术实现思路
1、本发明的目的在于提供一种活塞环端面加工用双面磨削装置,以解决上述背景技术中提出的问题。
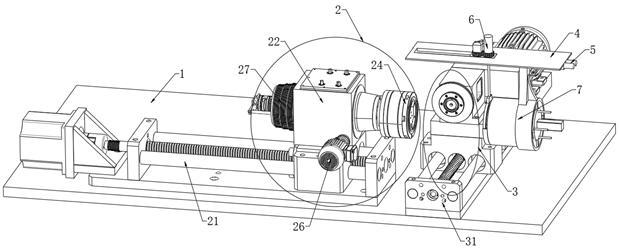
2、为了解决上述技术问题,本发明提供如下技术方案:一种活塞环端面加工用双面磨削装置,包括工作台、工件固定机构、打磨机构以及换位机构,所述换位机构包括固定架、移动组件、换位组件以及装卸组件,其中所述工件固定机构安装在工作台上,所述打磨机构安装在工作台上且配合工件固定机构设置,所述固定架架设在工件固定机构、打磨机构上侧,所述移动组件设置在固定架上,所述换位组件设置在移动组件上,所述装卸组件固定在移动组件上且位于换位组件朝外一侧;
3、进一步的,所述换位组件包括电机一、两个传动齿轮、气缸一、换位环以及气泵,其中所述电机一的驱动端套设一个传动齿轮,另一个传动齿轮与之齿配合且套设在气缸一非活动端,所述换位环固定连接在气缸一的活动端,所述气泵设置在气缸一一侧,所述换位环由外部的固定壳体和内部可替换的固定块构成,其中所述固定块两侧开设有固定槽,一侧的固定槽上设置有数个气孔,固定块内配合气孔连通有气流通道,所述固定壳体配合气流通道开设有气流输入口,所述气流输入口连接气泵输出端,所述固定块另一侧的固定槽环面上设置有一层红外测距模块。
4、进一步的,所述装卸组件包括固定套筒、内筒、电磁滑块、固定板、气缸二以及若干导杆,其中所述固定套筒固定在内筒外侧,所述电磁滑块与内筒滑动配合,所述固定板设置在固定套筒内,所述气缸二固定在固定板且驱动端与电磁滑块连接,所述导杆一端固定在电磁滑块上,另一端穿设在固定板上。
5、进一步的,所述内筒朝向换位组件一侧设置有限位块,用于限制换位环下降距离,保证换位环下降后与内筒同心。
6、进一步的,所述移动组件包括滑板、滑轨、螺杆以及电机二,其中所述滑轨设置在固定架下侧,所述滑板设置在滑轨上,所述螺杆穿设在滑板上且两端转动设置在滑轨两端,所述电机二驱动端连接螺杆。
7、进一步的,所述工件固定机构包括气缸模组一、工件箱、主轴、磁吸模组、顶出模组、旋转模组以及转动模组,其中所述工件箱设置在气缸模组一的驱动端,所述旋转模组设置在气缸模组一与工件箱的连接位置,用于驱动工件箱旋转,调节打磨角度,所述主轴转动设置在工件箱内,所述磁吸模组设置在主轴一端,所述转动模组设置在主轴另一端,所述顶出模组设置在主轴内。
8、进一步的,所述磁吸模组包括定位座、电磁吸盘以及推环盘,其中所述电磁吸盘设置在定位座内部,所述推环盘设置在电磁吸盘端面上,所述推环盘连接顶出模组。
9、进一步的,所述顶出模组包括顶杆、顶杆头、气缸座以及气缸三,其中所述顶杆头穿设在主轴内,所述顶杆头设置在顶杆与推环盘之间,所述气缸座设置在顶杆另一端,所述气缸三固定在气缸座上且与顶杆连接。
10、进一步的,具体方法如下:
11、步骤一:操作人员将待加工的活塞环工件放置在工件固定机构上进行固定,打磨机构对工件一侧进行打磨,根据工件所需倾角,工件固定机构带动工件偏转打磨;
12、步骤二:工件一侧打磨完毕后,打磨机构移开,移动组件驱动换位组件以及装卸组件向工件固定机构端面靠近,初始状态下默认换位组件下降至装卸组件前侧且将换位环有气孔的一侧朝外,气泵向气孔输送气流,气孔向工件表面吹气,清除打磨侧遗留的金属粉末;
13、步骤三:吹气完毕后,气缸一将换位环上移,工件固定机构解除吸附效果,气缸二推动电磁滑块至工件表面进行吸附,然后拉回内筒内部;
14、步骤四:气缸一下移换位环至装卸组件前侧,气缸二推动电磁滑块,将工件推入换位环的固定槽内后解除吸附效果;
15、步骤五:气缸一上移换位环,电机一驱动换位环旋转180°,气缸一下移换位环装卸组件前侧,此过程中红外测距模块检测到达打磨端倾角表面的距离以判断倾角打磨是否到位;
16、步骤六:移动组件将换位组件前推至工件固定机构端面,工件固定机构开启电磁,吸附工件表面,移动组件后移换位组件脱离工件,实现工件更换打磨面的功能。
17、与现有技术相比,本发明所达到的有益效果是:通过设置有换位组件,其有气孔的一侧可以对打磨后的工件表面进行清理,提高后续打磨面的吸附效果,其有红外测距模块的一侧可以检测打磨侧的倾角状态,判断打磨质量,其自带的电机可以帮助工件实现换面,从而取消了人工换位的需求;通过设置有装卸组件,可以辅助换位组件的工件安装,保证换面过程中工件保持闭环状态。
技术特征:
1.一种活塞环端面加工用双面磨削装置,其特征在于:包括:
2.根据权利要求1所述的一种活塞环端面加工用双面磨削装置,其特征在于:
3.根据权利要求2所述的一种活塞环端面加工用双面磨削装置,其特征在于:
4.根据权利要求3所述的一种活塞环端面加工用双面磨削装置,其特征在于:
5.根据权利要求4所述的一种活塞环端面加工用双面磨削装置,其特征在于:
6.根据权利要求5所述的一种活塞环端面加工用双面磨削装置,其特征在于:
7.根据权利要求6所述的一种活塞环端面加工用双面磨削装置,其特征在于:
8.根据权利要求7所述的一种活塞环端面加工用双面磨削装置,其特征在于:
9.根据权利要求8所述的一种活塞环端面加工用双面磨削装置,其特征在于:
10.根据权利要求9所述的一种活塞环端面加工用双面磨削装置的使用方法,其特征在于:
技术总结
本发明公开了一种活塞环端面加工用双面磨削装置,涉及活塞环加工技术领域,包括工作台、工件固定机构、打磨机构以及换位机构,所述换位机构包括固定架、移动组件、换位组件以及装卸组件,其中所述工件固定机构安装在工作台上,所述打磨机构安装在工作台上且配合工件固定机构设置,所述固定架架设在工件固定机构、打磨机构上侧,所述移动组件设置在固定架上,所述换位组件设置在移动组件上,所述装卸组件固定在移动组件上且位于换位组件朝外一侧,所述换位组件包括电机一、两个传动齿轮、气缸一、换位环以及气泵。本发明可用于活塞环打磨面换位,提高了打磨效率。
技术研发人员:顾毅,周娟,靳超,施毅,徐海军
受保护的技术使用者:南通德鑫数控机床有限公司
技术研发日:
技术公布日:2024/3/27
- 还没有人留言评论。精彩留言会获得点赞!