一种Al-Mg-Zr-Ti合金及其SLM成型工艺的制作方法
本发明涉及合金材料,尤其涉及一种al-mg-zr-ti合金及其slm成型工艺。
背景技术:
1、铝合金具有良好的耐腐蚀性、焊接性和良好的塑性加工性能,广泛应用于船舶工业和航空航天领域。传统的铝合金成形方法,如锻造和铸造,已经相当成熟。然而,随着工业部件复杂化和轻量化的发展趋势,传统的制造方法面临着许多困难。与传统的制造方法完全不同,选区激光熔化技术(slm)是一种近净成形的制作方法,它可以大大提高设计自由度,并缩短生产的准备时间,可实现复杂金属零件的快速成形,并且生产出精度高、力学性能优异的零件。因此,slm成型逐渐成为制备铝合金的主要方法。
2、但是,由于铝合金本身具有高反射率、高导热性、易氧化和高表面张力的特点,高达91%的激光反射率和高热导率则必须增加工艺成形时需要的激光功率,但是如果此时的激光功率太大,则会导致材料内部的热应力增大,造成翘曲、开裂等不良现象,因此需要控制合适的激光功率,才能确保铝合金成型同时具有良好的力学性能。与此同时,铝合金由于组分配比不合理,导致内部组织粗大,进而引起性能的降低一直是高性能铝合金开发和应用所面临的严峻问题。因此,如何将铝合金复合合适的元素并控制其配比,得到高力学性能的铝合金也是本领域技术人员亟待解决的技术问题。
技术实现思路
1、基于背景技术存在的技术问题,本发明提出了一种al-mg-zr-ti合金及其slm成型工艺;通过选择特定配方组成下的al-mg-zr-ti合金粉末,并在优选后的slm工艺参数条件进行打印成型后,所得成形零件断后伸长率和抗拉强度均大幅提高,具有优异的力学性能。
2、本发明提出的一种slm用al-mg-zr-ti合金粉末,其成分按重量百分比计包括:mg6.86-8.32%,zr 0.2-0.4%,ti 0.6-1.2%,余量为al。
3、在铝镁合金中,以特定含量复合添加zr和ti元素,一方面,当合金粉末在slm成型中高温熔化快速冷却时,容易形成al3ti、al3(ti,zr)、al3zr等微小尺寸的金属析出相在铝基中充当形核质点;另一方面,一定含量的zr使得铝基体液体表面张力降低,使得晶核形核功降低,促进更多晶核的生成;因此,两方面共同作用使得al-mg-zr-ti合金组织细化,从而使得力学性能提升。
4、优选地,[ti]/[zr]的比值为2.5-3.5:1;[ti]为合金粉末中ti的重量百分比,[zr]为合金粉末中zr的重量百分比。
5、发明人研究发现,在al-mg-zr-ti合金冷却凝固过程中,随着al3(ti,zr)的生成量增多,则al-mg-zr-ti合金的抗拉强度先增大后减小,当ti与zr的比值为2.5-3.5:1时,al3(ti,zr)的含量在铝基中达到最佳占比,并适配最佳slm打印工艺,使得抗拉强度最高,力学性能最好;且一定含量的al3(ti,zr)的存在,有利于提高al-mg-zr-ti合金对激光功率的吸收能力,避免选区激光熔化打印时因激光功率过大造成气孔、裂纹现象。
6、优选地,所述合金粉末是在惰性气氛中,通过气雾化法制备得到。
7、优选地,所述合金粉末粒径范围为15-53μm。
8、本发明对气雾化法制备的al-mg-zr-ti合金粉末进行超声震动筛分分级处理,得到粉末粒径范围为15-53μm的合金粉末,符合本发明slm工艺成型要求。
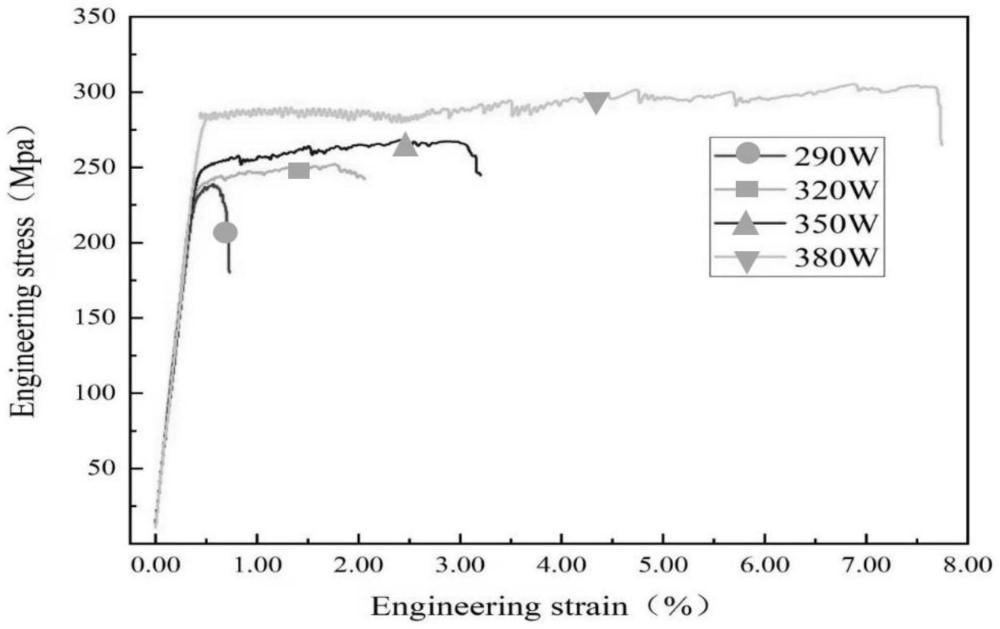
9、本发明还提出了一种al-mg-zr-ti合金的slm成型工艺,采用上述slm用al-mg-zr-ti合金粉末,在激光功率为350-380w时选区激光熔化打印得到al-mg-zr-ti合金。
10、在其他slm成型参数一定时,当激光功率太低时,无法使得合金粉末完全溶化,当扫描下一层粉末时,新一层的熔池难以覆盖未熔化部分,从而出现未熔合缺陷。当激光功率过高时,过高的流速导致大量熔体飞溅,熔池状态不稳定,造成过度球化与过烧,且熔池表面湍流卷入气体,最终形成孔隙。合理的打印工艺,以及针对材料使用次数不间断的工艺优化,是避免气孔产生的重要条件。本发明发现,当激光功率为350-380w时,al-mg-zr-ti合金的抗拉强度和断后伸长率有大幅增强,显著优于其他激光功率。
11、优选地,所述激光功率为380w。
12、优选地,所述选区激光熔化的铺粉厚度为30-50μm,扫描间距为0.10-0.15mm,扫描速率为1450-1800mm/s。
13、优选地,所述选区激光熔化的铺粉厚度为30μm,扫描间距为0.13mm,扫描速率为1650mm/s。
14、本发明还提供一种al-mg-zr-ti合金,采用上述al-mg-zr-ti合金的slm成型工艺制备得到。
15、有益效果:本发明通过在铝镁合金中加入一定含量的zr和ti,在激光功率为350-380w时选区激光熔化打印时,析出数量较多的al3ti、al3(ti,zr)、al3zr细小金属相在铝基中充当形核质点,细化组织,从而使得al-mg-zr-ti合金抗拉强度和断后伸长率同步提升。
技术特征:
1.一种slm用al-mg-zr-ti合金粉末,其特征在于,其成分按重量百分比计包括:mg6.86-8.32%,zr 0.2-0.4%,ti 0.6-1.2%,余量为al。
2.根据权利要求1所述slm用al-mg-zr-ti合金粉末,其特征在于,[ti]/[zr]的比值为2.5-3.5:1;[ti]为合金粉末中ti的重量百分比,[zr]为合金粉末中zr的重量百分比。
3.根据权利要求1或2所述slm用al-mg-zr-ti合金粉末,其特征在于,所述合金粉末是在惰性气氛中通过气雾化法制备得到。
4.根据权利要求1-3任一项所述slm用al-mg-zr-ti合金粉末,其特征在于,所述合金粉末粒径范围为15-53μm。
5.一种al-mg-zr-ti合金的slm成型工艺,其特征在于,采用权利要求1-4所述slm用al-mg-zr-ti合金粉末,在激光功率为350-380w时选区激光熔化打印得到al-mg-zr-ti合金。
6.根据权利要求5所述al-mg-zr-ti合金的slm成型工艺,其特征在于,所述激光功率为380w。
7.根据权利要求5或6所述al-mg-zr-ti合金的slm成型工艺,其特征在于,所述选区激光熔化的铺粉厚度为30-50μm,扫描间距为0.10-0.15mm,扫描速率为1450-1800mm/s。
8.根据权利要求5-7任一项所述al-mg-zr-ti合金的slm成型工艺,其特征在于,所述选区激光熔化的铺粉厚度为30μm,扫描间距为0.13mm,扫描速率为1650mm/s。
9.一种al-mg-zr-ti合金,其特征在于,采用如权利要求4-8所述al-mg-zr-ti合金的slm成型工艺制备得到。
技术总结
本发明公开了一种SLM用Al‑Mg‑Zr‑Ti合金粉末,其成分按重量百分比计包括:Mg 6.86‑8.32%,Zr 0.2‑0.4%,Ti 0.6‑1.2%,余量为Al。本发明还公开了一种Al‑Mg‑Zr‑Ti合金的SLM成型工艺,采用上述SLM用Al‑Mg‑Zr‑Ti合金粉末,在激光功率为350‑380W时选区激光熔化打印得到Al‑Mg‑Zr‑Ti合金。本发明通过在铝镁合金中加入一定含量的Zr和Ti,在激光功率为350‑380W时选区激光熔化打印时,析出数量较多的Al<subgt;3</subgt;Ti、Al<subgt;3</subgt;(Ti,Zr)、Al<subgt;3</subgt;Zr细小金属相在铝基中充当形核质点,细化组织,从而使得Al‑Mg‑Zr‑Ti合金抗拉强度和断后伸长率同步提升。
技术研发人员:陈大勇,武斌,秦东,沈力
受保护的技术使用者:安徽哈特三维科技有限公司
技术研发日:
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!