一种高精度金刚滚轮圆弧修整方法与流程
本发明涉及一种高精度金刚滚轮圆弧修整方法,属于。
背景技术:
1、硬质合金材料在机械制造过程中的使用已经越来越普遍,对硬质合金材料工件的加工方法的思考已经成了我们的重要研究课题。硬质合金材料硬度高,比较脆,在加工过程中往往容易产生裂纹。而硬质合金材料经常用来制造精密刀具,刀具的形位公差一般都要求很高,因此,在我们的实际生产过程中,常用金刚石滚轮加工硬质合金刀具,以满足刀具的形位公差要求。专利号为cn201210343904.5的中国发明专利公开了一种金刚石滚轮修整工具及修整方法,其结构简单合理、能在生产岗位自行快速修整金刚石砂轮,省去了把金刚石砂轮送往原砂轮专业厂家修复的外委高额成本。
2、但这样的金刚滚轮在对压缩机滑片进行加工时,容易打滑,加工效果并不好,为此发明人对金刚滚轮进行改进得到如图2所示的磨条边沿有台阶结构的金刚滚轮,但现有技术中尤其上述对比文件公开的技术方案,会因台阶结构导致严重的机械干涉,难以对这种磨条边沿有台阶结构的金刚滚轮进行高精度修整。
技术实现思路
1、为解决上述技术问题,本发明提供了一种高精度金刚滚轮圆弧修整方法,该高精度金刚滚轮圆弧修整方法能够对磨条边沿有台阶结构的金刚滚轮进行有效的高精度修整,使其恢复理想轮廓,且能有效避免机械干涉。
2、本发明通过以下技术方案得以实现。
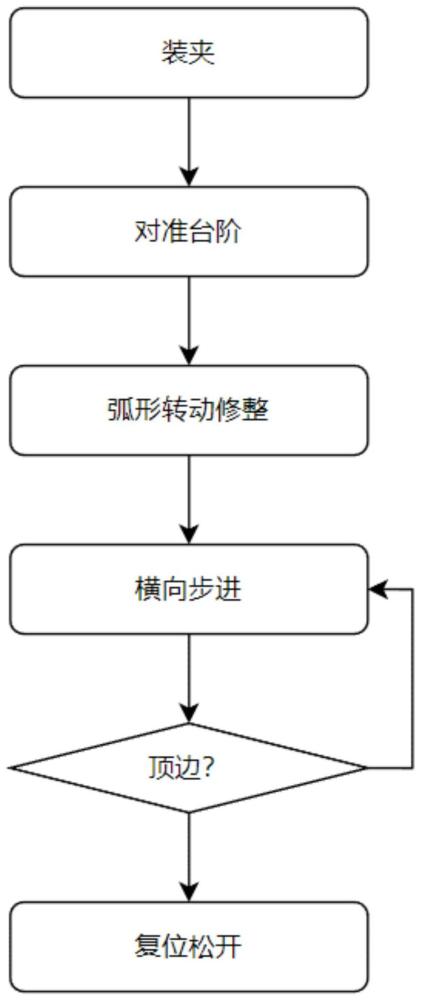
3、本发明提供的一种高精度金刚滚轮圆弧修整方法,包括以下步骤:
4、s1、装夹:将磨条边沿有台阶结构的金刚滚轮以可转动装夹固定;
5、s2、对准台阶:将用于修整的砂轮对齐紧靠于金刚滚轮的台阶结构,启动砂轮使之转动;
6、s3、弧形转动修整:沿金刚滚轮磨条以圆弧路径移动砂轮,使砂轮横跨金刚滚轮磨条进行修整,直至砂轮紧靠金刚滚轮的台阶结构;
7、s4、横向步进:将金刚滚轮转动一个步进单位;
8、s5、判断顶边:判断金刚滚轮是否转动一整圈,如是则进入下一步,如否则返回至不足s3;
9、s6、复位松开:将砂轮移开并复位,取下金刚滚轮,完成单次加工。
10、所述金刚滚轮的磨条上有金刚石颗粒层。
11、所述金刚石颗粒层的厚度为0.2-0.3mm,且圆度≦0.002mm。
12、所述步骤s1中,将金刚滚轮水平装夹固定。
13、所述步骤s3中,将砂轮以垂直方向沿圆弧路径移动。
14、所述步骤s3中,移动砂轮的圆弧路径的圆心重合于金刚滚轮磨条的圆弧结构的圆心。
15、所述金刚滚轮为圆环状结构,磨条位于该圆环外沿面的垂直中线上。
16、所述金刚滚轮径向长度是轴向长度的6倍。
17、本发明的有益效果在于:能够对磨条边沿有台阶结构的金刚滚轮进行有效的高精度修整,使其恢复理想轮廓,精度高易操作,且能有效避免机械干涉,从而以极低的成本实现对用于加工压缩机滑片的金刚滚轮的修整,大幅降低压缩机滑片的加工成本。
技术特征:
1.一种高精度金刚滚轮圆弧修整方法,其特征在于:包括以下步骤:
2.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述金刚滚轮的磨条上有金刚石颗粒层。
3.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述金刚石颗粒层的厚度为0.2-0.3mm,且圆度≦0.002mm。
4.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述步骤s1中,将金刚滚轮水平装夹固定。
5.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述步骤s3中,将砂轮以垂直方向沿圆弧路径移动。
6.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述步骤s3中,移动砂轮的圆弧路径的圆心重合于金刚滚轮磨条的圆弧结构的圆心。
7.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述金刚滚轮为圆环状结构,磨条位于该圆环外沿面的垂直中线上。
8.如权利要求1所述的高精度金刚滚轮圆弧修整方法,其特征在于:所述金刚滚轮径向长度是轴向长度的6倍。
技术总结
本发明提供了一种高精度金刚滚轮圆弧修整方法,包括以下步骤:S1、装夹:将磨条边沿有台阶结构的金刚滚轮以可转动装夹固定;S2、对准台阶:将用于修整的砂轮对齐紧靠于金刚滚轮的台阶结构,启动砂轮使之转动;S3、弧形转动修整:沿金刚滚轮磨条以圆弧路径移动砂轮,使砂轮横跨金刚滚轮磨条进行修整,直至砂轮紧靠金刚滚轮的台阶结构;S4、横向步进;S5、判断顶边;S6、复位松开。本发明能够对磨条边沿有台阶结构的金刚滚轮进行有效的高精度修整,使其恢复理想轮廓,精度高易操作,且能有效避免机械干涉,从而以极低的成本实现对用于加工压缩机滑片的金刚滚轮的修整,大幅降低压缩机滑片的加工成本。
技术研发人员:吴名朋
受保护的技术使用者:贵州西南工具(集团)有限公司
技术研发日:
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!