一种用于网状壳体的压铸模具的制作方法
本技术涉及压铸模具,具体为一种用于网状壳体的压铸模具。
背景技术:
1、压铸模具是铸造金属零部件的一种工具,一种在专用的压铸机上完成压铸工艺的工具。压铸的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒,毛坯的综合机械性能得到显著的提高。
2、图1所示的一种网状壳体也是通过压铸模具生产的,由于其侧壁以及底壁上均设置有多个穿孔,压铸时这些穿孔对应到压铸模具的产品型腔内的多个碰穿面,在金属液进入到产品型腔内时这些碰穿面会使产品型腔内的气体较难排出压铸模具,从而使得生产出来的壳体出现缩孔缺料等压铸缺陷。
技术实现思路
1、本实用新型所要解决的技术问题是针对现有技术的现状,而提供一种用于网状壳体的压铸模具。
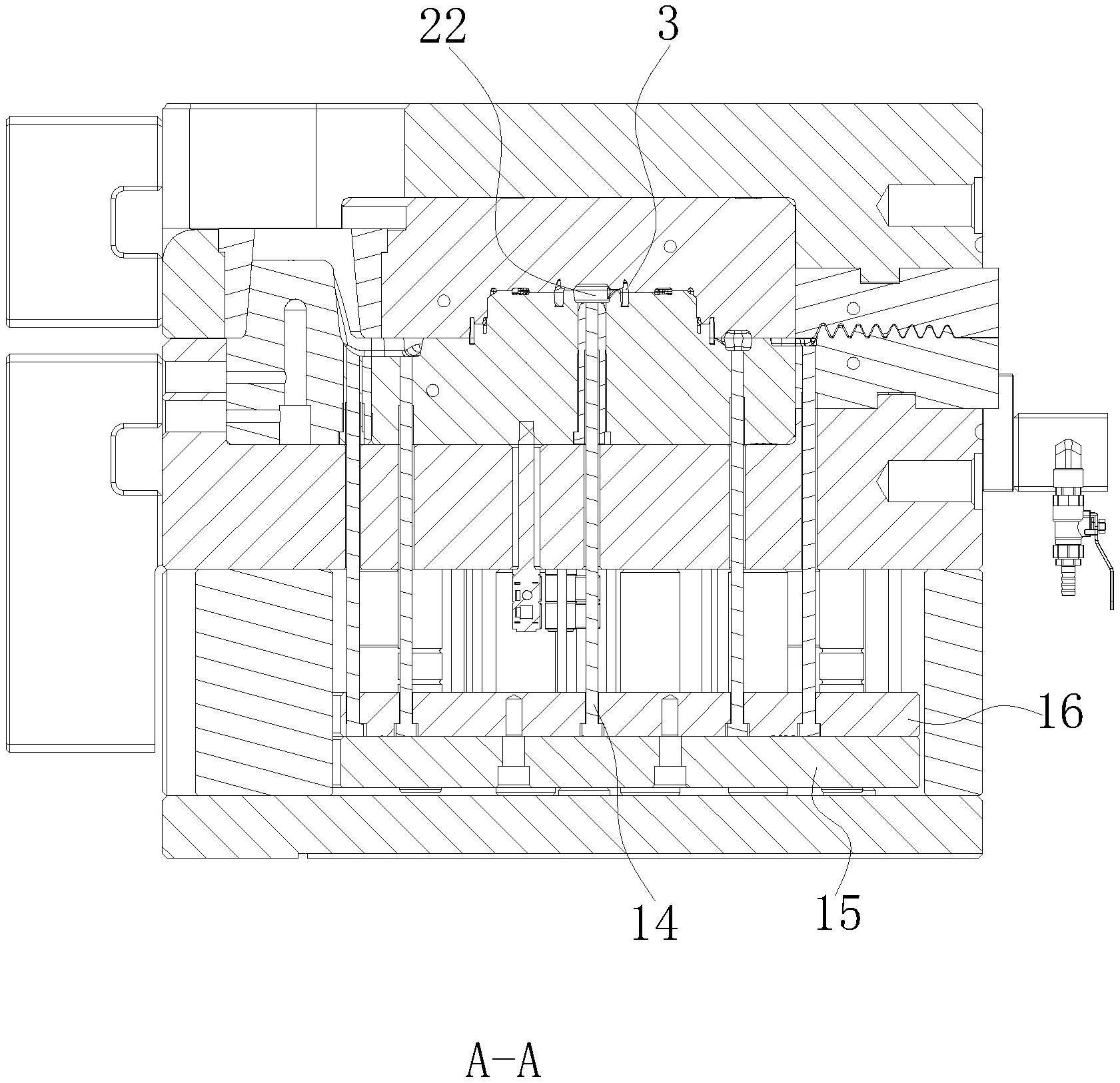
2、本实用新型解决上述技术问题所采用的技术方案为:提出一种用于网状壳体的压铸模具,包括:定模组件;
3、动模组件,其活动设置于所述定模组件的下方,所述定模组件与所述动模组件贴合后在所述定模组件与所述动模组件之间形成产品型腔;
4、进料机构,其具有:进料套,其插设在所述定模组件上;分流锥,其连接在所述动模组件的上端面,所述分流锥处于所述进料套的正下方;主流道,其设置在所述动模组件上且一端与所述进料套连通;分流道,其对称的分布在所述动模组件上,所述分流道一端与所述主流道连通,所述分流道的另一端与所述产品型腔连通;
5、排气机构,其具有设置在所述定模组件中间位置的第一排气槽以及设置在所述动模组件中间位置的第二排气槽,所述第二排气槽设置于所述第一排气槽的正下方且当所述定模组件与所述动模组件贴合后,所述第一排气槽与所述第二排气槽之间形成与所述产品型腔连通的排气型腔;
6、顶出机构,其活动设置在所述动模组件上,所述顶出机构用于顶出所述产品型腔内成型的所述壳体。
7、在上述的一种用于网状壳体的压铸模具,所述排气机构还包括设置在所述动模组件上端面的若干条排气通道,若干条所述排气通道与所述主流道相对设置,所述排气通道的一端与所述产品型腔连通,所述排气通道的另一端设置有排气块。
8、在上述的一种用于网状壳体的压铸模具,所述顶出机构包括:
9、上端插设在所述主流道、所述分流道、所述排气通道、产品型腔以及所述第二排气槽上的若干个顶杆;
10、顶杆推板,其活动设置在所述动模组件上,所述顶杆的下端与所述顶杆推板活动抵靠,所述动模组件的下端设置有通孔,所述通孔处于所述顶杆推板的下方;
11、顶杆固定板,其连接在所述顶杆推板的上端,所述顶杆与所述顶杆固定板之间通过挂台连接。
12、在上述的一种用于网状壳体的压铸模具,所述定模组件上端设置有与所述定模组件一侧连通的导向槽,所述导向槽的宽度沿远离所述定模组件侧壁的方向逐渐减小,所述进料套设置在所述导向槽的底壁上。
13、在上述的一种用于网状壳体的压铸模具,所述导向槽与所述定模组件之间为圆角过渡。
14、在上述的一种用于网状壳体的压铸模具,所述定模组件上对称的分布有至少两个定位凹块,每个所述定位凹块上设置有朝向所述动模组件的定位槽,所述动模组件上对称的分布有与所述定位凹块数量相等的定位凸块,所述定位凸块上设置有朝向所述定模组件的凸起,当所述动模组件与所述定模组件贴合时所述凸起活动插设在所述定位槽内,且所述凸起的外侧壁抵紧在所述定位槽的侧壁上。
15、与现有技术相比,本实用新型的优点在于通过对称分布的分流道实现产品型腔内的均匀进料,以及在定模组件与动模组件上分别设置第一排气槽和第二槽,实现在产品型腔的中间位置形成排气型腔,防止壳体出现缩孔缺料等压铸缺陷。
技术特征:
1.一种用于网状壳体的压铸模具,其特征在于,包括:
2.如权利要求1所述的一种用于网状壳体的压铸模具,其特征在于,所述排气机构还包括设置在所述动模组件上端面的若干条排气通道,若干条所述排气通道与所述主流道相对设置,所述排气通道的一端与所述产品型腔连通,所述排气通道的另一端设置有排气块。
3.如权利要求2所述的一种用于网状壳体的压铸模具,其特征在于,所述顶出机构包括:
4.如权利要求1所述的一种用于网状壳体的压铸模具,其特征在于,所述定模组件上端设置有与所述定模组件一侧连通的导向槽,所述导向槽的宽度沿远离所述定模组件侧壁的方向逐渐减小,所述进料套设置在所述导向槽的底壁上。
5.如权利要求4所述的一种用于网状壳体的压铸模具,其特征在于,所述导向槽与所述定模组件之间为圆角过渡。
6.如权利要求1所述的一种用于网状壳体的压铸模具,其特征在于,所述定模组件上对称的分布有至少两个定位凹块,每个所述定位凹块上设置有朝向所述动模组件的定位槽,所述动模组件上对称的分布有与所述定位凹块数量相等的定位凸块,所述定位凸块上设置有朝向所述定模组件的凸起,当所述动模组件与所述定模组件贴合时所述凸起活动插设在所述定位槽内,且所述凸起的外侧壁抵紧在所述定位槽的侧壁上。
技术总结
本技术涉及压铸模具技术领域,提供一种用于网状壳体的压铸模具,包括:定模组件;动模组件,定模组件与动模组件之间形成产品型腔;进料机构,其具有:进料套,其插设在定模组件上;分流锥,其连接在动模组件的上端面;主流道,其设置在动模组件上;分流道,其对称的分布在动模组件上;排气机构,其具有第一排气槽与第二排气槽,第一排气槽与第二排气槽之间形成排气型腔;顶出机构,其活动设置在动模组件上。与现有技术相比,本技术的优点在于通过对称分布的分流道实现产品型腔内的均匀进料,以及在定模组件与动模组件上分别设置第一排气槽和第二槽,实现在产品型腔的中间位置形成排气型腔,防止壳体出现缩孔缺料等压铸缺陷。
技术研发人员:方伟军,吴勇旗,汪云峰
受保护的技术使用者:宁波北仑赛帕迪机械制造有限公司
技术研发日:20230109
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!