一种浇口杯模具的制作方法
本技术提出了一种浇口杯模具,特别涉及手工造型制作。
背景技术:
1、传统湿型砂铸造中,手工造型制作浇口杯砂型,先将砂箱摆放底座中间位置,把浇口杯型芯放在砂箱中间,向砂箱中填满湿型粘土砂,再向上面多加一层湿型粘土砂,用捣锤将砂型夯两遍,再用刮板将超出砂箱上面粘土砂刮平,放上浇道板,用直浇道棒按浇道板中间圆孔位置扎直浇道,拔出直浇道棒,取下浇道板,将砂箱垂直端起,用起模针捅掉浇口杯型芯,再用起模针修理直浇道砂型,完成浇口杯砂型制作。该传统湿型砂制作浇口杯砂型,在造型过程中,需要手工扎直浇道,会出现浇口杯和直浇道不同轴问题,导致制作浇口杯砂型需要后期手工修型,修型后砂型强度会降低,导致铸造毛坯件出现砂眼缺陷。同时,制作浇口杯砂型生产效率低。
技术实现思路
1、为解决以上技术问题,本实用新型提出了一种浇口杯模具,通过固定型芯,限位砂箱,在制作浇口杯砂型时不再需要后期手工修型,砂型强度不会降低,铸造毛坯件不会出现砂眼缺陷,提高了工作效率,具体的技术方案如下:
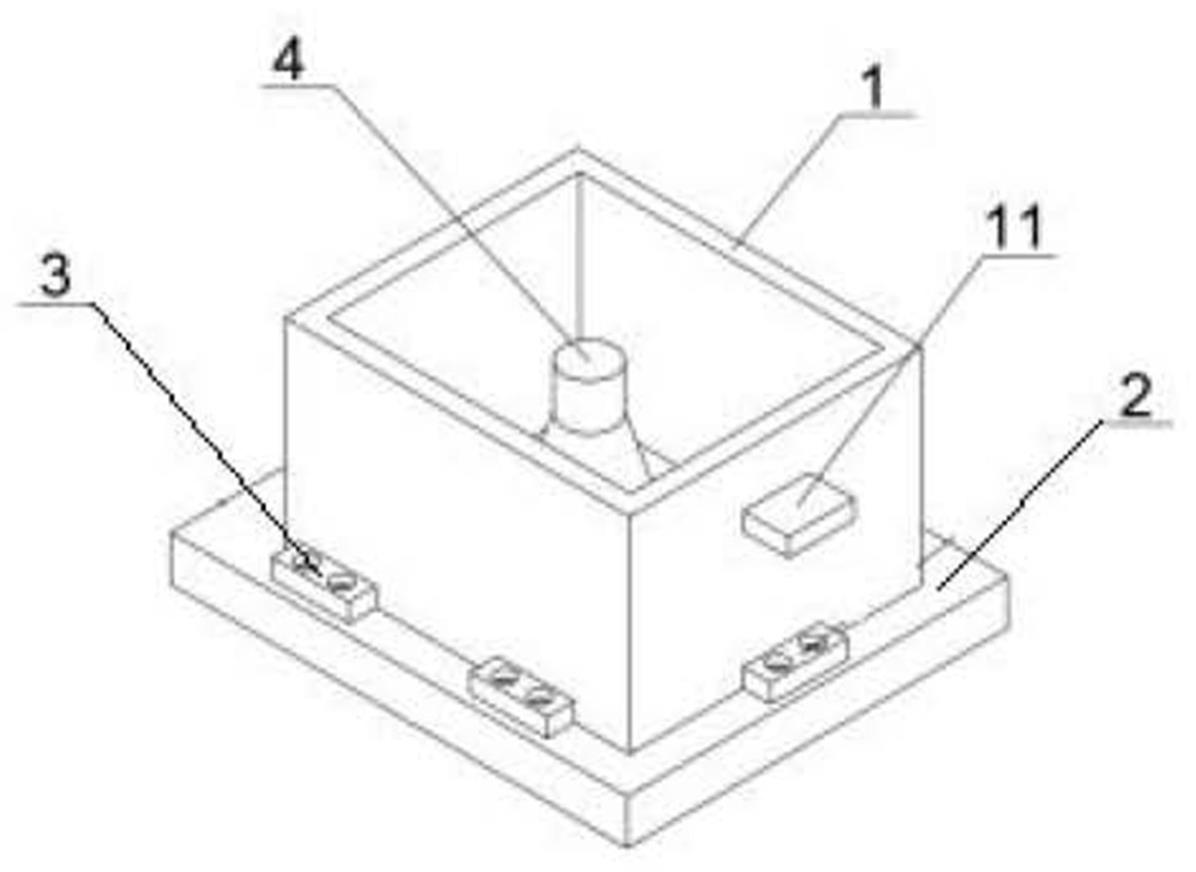
2、一种浇口杯模具,包括砂箱、底座、定位销和型芯;
3、所述底座上表面中心处设有圆形凹槽,所述凹槽上设有定位孔,所述型芯放置于所述底座上表面的圆形凹槽上且通过所述定位孔与所述底座连接固定;
4、所述砂箱放置于所述底座上,所述砂箱的高度高于所述型芯的高度;
5、所述定位销连接于所述底座上,用来限定所述砂箱在水平方向的移动。
6、优选的,所述圆形凹槽的直径与所述型芯底面的直径相同。
7、优选的,所述砂箱的侧壁上设有把手,用来提起所述砂箱。
8、优选的,所述型芯的上部为圆柱形、下部为圆台形。
9、与现有技术相比,本实用新型具有以下有益效果:
10、1.通过底座与型芯固定,在抬起砂箱的过程中,不再需要后期手工修型,增大了砂型的强度,铸造毛坯件不易出现砂眼缺陷;
11、2.通过取消手工扎直浇道,保证了浇口杯和直浇道同轴;
12、3.本实用新型操作简单,提高了工作效率,降低了生产成本。
技术特征:
1.一种浇口杯模具,其特征在于,包括砂箱(1)、底座(2)、定位销(3)和型芯(4);
2.根据权利要求1所述的一种浇口杯模具,其特征在于,所述圆形凹槽的直径与所述型芯(4)底面的直径相同。
3.根据权利要求1所述的一种浇口杯模具,其特征在于,所述砂箱(1)的侧壁上设有把手(11),用来提起所述砂箱(1)。
4.根据权利要求2所述的一种浇口杯模具,其特征在于,所述型芯(4)的上部为圆柱形、下部为圆台形。
技术总结
本技术提出了一种浇口杯模具,特别涉及手工造型制作技术领域。本技术包括砂箱、底座、定位销和型芯;所述底座上表面中心处设有圆形凹槽,所述凹槽上设有定位孔,所述型芯放置于所述底座上表面的圆形凹槽上且通过所述定位孔与所述底座连接固定;所述砂箱放置于所述底座上,所述砂箱的高度高于所述型芯的高度;所述定位销连接于所述底座上,用来限定所述砂箱在水平方向的移动。本技术通过底座与型芯固定和取消手工扎直浇道,保证了浇口杯和直浇道同轴,不再需要后期手工修型,增大了砂型的强度,铸造毛坯件不易出现砂眼缺陷,操作简单,提高了工作效率,降低了生产成本。
技术研发人员:吕犇,赵然,吴书宇,潘登,李柏东,王亚军,郝诗祺,慕吉东,王胡甡,郭宁,张龙,陈丽妍
受保护的技术使用者:沈阳铁路信号有限责任公司
技术研发日:20230116
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!