汽车零部件模具型芯堵头的制作方法
本申请涉及汽车部件压力铸造技术的领域,尤其是涉及一种汽车零部件模具型芯堵头。
背景技术:
1、在汽车生产过程中,通常会采用压铸技术对汽车零部件进行批量生产。压铸是一种金属铸造工艺,利用高压强制将金属溶液压入形状复杂的金属模内,然后冷却成型。
2、一般,在压铸设备上,压铸模具上开设有型芯安装位,型芯安装位的前端内依次插接有型芯和顶杆,型芯安装位的尾端内安装有丝堵以封堵住型芯。
3、针对上述中的相关技术,在实际生产过程中,型芯在铸造压力的冲击下,会不断给予型芯后退的力,使用相关技术中的丝堵,容易导致在生产过程中出现松动,造成型芯后退,降低铸造产品的精度。
技术实现思路
1、为了减少丝堵在生产过程中出现松动的情况,进而减少型芯后退的问题,增加铸造产品的精度,本申请提供汽车零部件模具型芯堵头。
2、本申请提供的汽车零部件模具型芯堵头采用如下的技术方案:
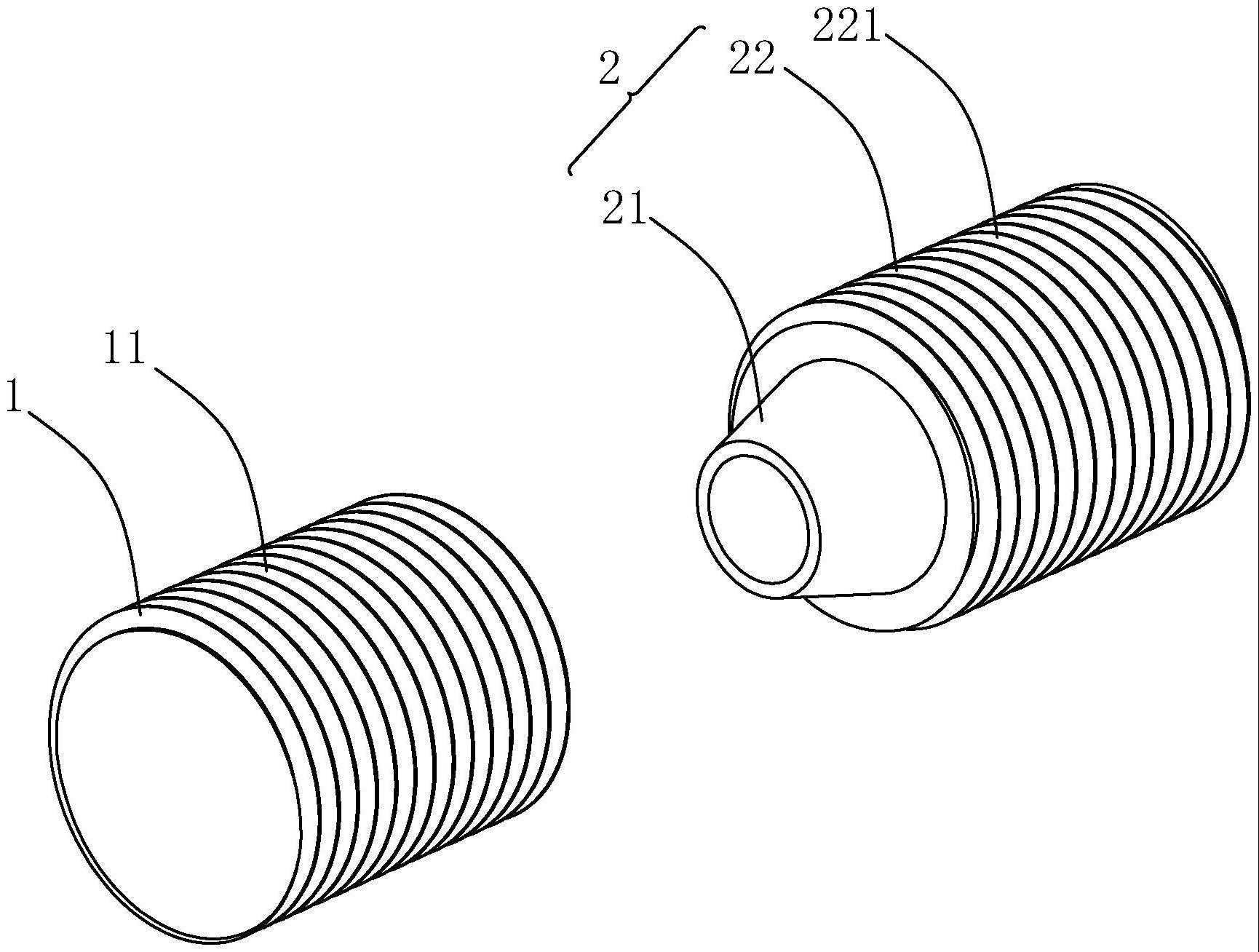
3、一种汽车零部件模具型芯堵头,包括前部丝堵和后部丝堵;所述前部丝堵外壁开设有与模具上型芯安装位处的螺纹配合的螺纹一;所述前部丝堵开设有插孔,插孔偏心设置;所述后部丝堵包括连接部和螺纹部,连接部与螺纹部偏心设置且固定连接;所述连接部与插孔同轴设置,且连接部插接在插孔内;所述螺纹部与前部丝堵外径相同,且同轴设置,螺纹部外壁设置有与螺纹一相同的螺纹二。
4、通过采用上述技术方案,型芯和顶杆安装于型芯安装位处后,将连接部插接在前部丝堵的插孔内,将前部丝堵和后部丝堵共同拧进型芯安装位内,以使型芯和顶杆固定在型芯安装位处。前部丝堵与后部丝堵偏心配合,形成自锁结构,当型芯受铸造压力的冲击后,前部丝堵在冲击力的作用下,想要旋转松动时,由于受到自锁结构的阻力,有效防止前部丝堵和后部丝堵由于受力而产生松动,进而防止型芯后退。减少丝堵在生产过程中出现松动的情况,进而减少型芯后退的问题,增加铸造产品的精度。
5、可选的,所述连接部设置为圆台状,且连接部与螺纹部相连一端的底面直径大于另一端的底面直径。
6、通过采用上述技术方案,有利于使后部丝堵与前部丝堵插接。
7、可选的,所述连接部的高度大于插孔的深度。
8、通过采用上述技术方案,从而使连接部插接在插孔内后,使得前部丝堵和后部丝堵之间存在间隙,以避免前部丝堵旋转松动后,由于前部丝堵和后部丝堵端面接触,通过端面将扭力传递给后部丝堵,从而使后部丝堵跟随前部丝堵一起旋转松动。
9、可选的,所述前部丝堵和后部丝堵外部设置有一层化学镀镍防磨层。
10、通过采用上述技术方案,化学镀镍防磨层具有良好的防磨性能,连接强度高,能有效防止螺牙磨损。
11、可选的,所述化学镀镍防磨层外部设置有一层电镀镍防磨层。
12、通过采用上述技术方案,电镀镍防磨层作为化学镀镍防磨层的保护层,在将前部丝堵和后部丝堵旋入型芯安装位时,使电镀镍防磨层通过自身将型芯安装位内螺纹上的毛刺磨平,以对化学镀镍防磨层进行保护,使丝堵可以多次使用。
13、可选的,所述后部丝堵内部中空设置。
14、通过采用上述技术方案,后部丝堵内部中空设置,以节省生产后部丝堵所需要的材料,节约生产成本,并且内部中空便于后部丝堵的生产加工。
15、可选的,所述后部丝堵远离前部丝堵的一端开设有六边形凹槽,六边形凹槽设置在后部丝堵中心位置处,六边形凹槽形状与六棱扳手适配。
16、通过采用上述技术方案,使用时,将六棱扳手插接在六边形凹槽内,转动六棱扳手,以将前部丝堵和后部丝堵共同拧进型芯安装位内,或将前部丝堵和后部丝堵共同从型芯安装位处拧出。
17、可选的,所述螺纹部远离连接部的一端设置有硅胶堵头,硅胶堵头靠近螺纹部的一侧固设有插接板,插接板与螺纹部插接。
18、通过采用上述技术方案,硅胶堵头能避免灰尘等进入后部丝堵,减少灰尘等对后部丝堵的污染,减少六棱扳手插接在六边形凹槽内时,对六边形凹槽内壁的磨损。
19、可选的,所述插接板靠近螺纹部的一侧固设有若干连接杆,螺纹部对应连接杆位置处开设有连通孔,连接杆插接在连通孔位置处。
20、通过采用上述技术方案,连接杆插接在连通孔处,以使硅胶堵头与螺纹部连接更加稳定。
技术特征:
1.一种汽车零部件模具型芯堵头,其特征在于:
2.根据权利要求1所述的汽车零部件模具型芯堵头,其特征在于:
3.根据权利要求2所述的汽车零部件模具型芯堵头,其特征在于:
4.根据权利要求1所述的汽车零部件模具型芯堵头,其特征在于:
5.根据权利要求4所述的汽车零部件模具型芯堵头,其特征在于:
6.根据权利要求1所述的汽车零部件模具型芯堵头,其特征在于:
7.根据权利要求1所述的汽车零部件模具型芯堵头,其特征在于:
8.根据权利要求1所述的汽车零部件模具型芯堵头,其特征在于:
9.根据权利要求8所述的汽车零部件模具型芯堵头,其特征在于:
技术总结
本申请涉及一种汽车零部件模具型芯堵头,属于汽车部件压力铸造技术的领域,其包括前部丝堵和后部丝堵;所述前部丝堵外壁开设有与模具上型芯安装位处的螺纹配合的螺纹一;所述前部丝堵开设有插孔,插孔偏心设置;所述后部丝堵包括连接部和螺纹部,连接部与螺纹部偏心设置且固定连接;所述连接部与插孔同轴设置,且连接部插接在插孔内;所述螺纹部与前部丝堵外径相同,且同轴设置,螺纹部外壁设置有与螺纹一相同的螺纹二。本申请具有减少丝堵在生产过程中出现松动的情况,进而减少型芯后退的问题,增加铸造产品的精度的效果。
技术研发人员:谭太鹏,张水明,周文清
受保护的技术使用者:上海永茂泰汽车零部件有限公司
技术研发日:20230217
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!