多头研磨设备的制作方法
本技术涉及化学机械抛光领域,具体涉及一种多头研磨设备。
背景技术:
1、研磨是精密加工中的一种重要加工方法。国内主要研磨抛光加工还是采用散粒磨料在慢速单杆研磨机上研磨的方式。
2、目前慢速单杆研磨机的设计是主轴连接一个摆针,每次只能完成一盘工件的研磨,为了提高效率我们设计了一款实现传统慢速单杆研磨机可以一次性研磨多盘工件的装置。
3、为了工件研磨面能达到较高的表面质量要求磨盘转速不能太高,采用慢速研磨方式,每次只能研磨一盘工件加工效率低。每次研磨数量少也会造成辅料、人工等多方面的浪费。
4、单盘研磨时工件在研磨盘上实际研磨区域较小,研磨轨迹较为固定,所以研磨盘每个区域研磨频率不一样,导致使用一段时间后研磨盘表面会出现面形不平整的现象,磨盘产生的这种磨损会影响加工工件的表面形状精度,需要定期对研磨盘表面的平整度进行修正,因研磨盘面积大,材质坚硬修正时间较长,严重影响研磨机使用效率。
技术实现思路
1、本实用新型的目的在于解决慢速单杆研磨机研磨效率低的问题,提供一种多头研磨装置,以其提高研磨效率。
2、为实现上述目的,本实用新型采用如下技术方案:
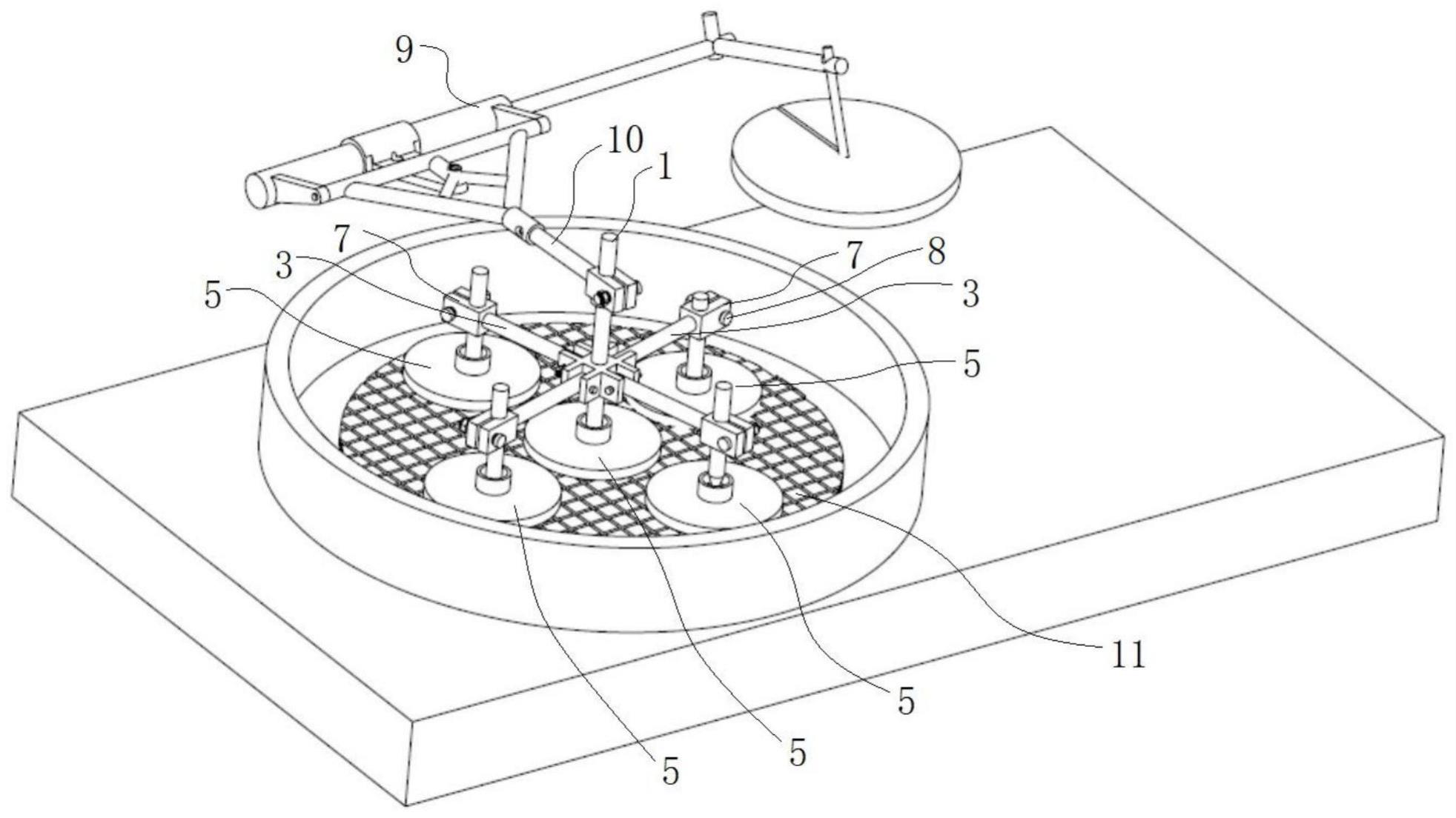
3、一种多头研磨设备,包括:
4、主研磨摆针;
5、安装座:安装在主研磨摆针上;
6、安装杆:呈周向排列安装在安装座上;
7、分研磨摆针:每个安装杆上均安装有一个分研磨摆针;所述分研磨摆针安装后,与主研磨摆针朝向相同;
8、研磨盘:分别安装在主研磨摆针的端部,以及,每个分研磨摆针的端部。
9、本实用新型一些实施例中,所述安装座呈十字形,包括四个支腿;四个支腿的相交处为安装座中心,其中心处设置有通孔,每个支腿处均形成有安装槽;
10、所述主研磨摆针经通孔穿过;每个安装槽处均安装有一个安装杆。
11、本实用新型一些实施例中,每个安装槽的两侧壁处相对设置有固定件安装孔,所述安装杆上设置有固定件安装孔,所述安装杆与安装座经固定件固定。
12、本实用新型一些实施例中,每个安装杆的头部设置有安装套;所述安装套包括套通孔,所述分研磨摆针穿过所述套通孔。
13、本实用新型一些实施例中,进一步包括摇臂,与主研磨摆针连接。
14、本实用新型一些实施例中,进一步包括安装套,所述安装套包括套通孔,所述主研磨摆针穿过所述套通孔;还包括连接杆;所述摆臂经连接杆与安装套连接。
15、本实用新型一些实施例中,所述安装套为长方体,沿垂直分研磨摆针的方向,所述安装套具有贯通安装套侧壁与套通孔的开口槽,沿开口槽的两侧壁相对设置有销轴安装孔,销轴穿过所述销轴安装孔,其穿出端外壁设置有螺纹段,螺纹段设置有螺母。
16、本实用新型一些实施例中,所述销轴的直径小于所述销轴安装孔的孔径。
17、本实用新型一些实施例中,所述主研磨摆针和所述分研磨摆针均呈圆柱状。
18、本实用新型一些实施例中,所述主研磨摆针和所述分研磨摆针安装研磨盘的一端均呈锥形,在锥形端部设置有球状块。
19、较现有技术相比,本实用新型提供的多头研磨设备的技术优势在于:
20、1、多头研磨设备可以实现工件研磨的批量化生产,大幅提高效率。单次研磨工件数量的增加可以降低辅料、人工等成本;
21、2、本装置制作简单,不需要改动慢速单杆研磨机主体结构,改造摆针结构即可;
22、3、多盘联动研磨,研磨盘大部分区域都能参与研磨,可以拉长修正研磨盘的周期,提高慢速单杆研磨机实际使用效率;
23、4、本装置摆针连接套杆与连接座之间的连接方式为销轴连接,摆针联动过程中每个摆针可以根据自身情况做一定范围内的摆动,不是单一的机械性硬接触磨削,增加研磨过程中有利的弹性缓冲,可以提高工件研磨面的表面质量。
技术特征:
1.一种多头研磨设备,其特征在于,包括:
2.如权利要求1所述的多头研磨设备,其特征在于,所述安装座呈十字形,包括四个支腿;四个支腿的相交处为安装座中心,其中心处设置有通孔,每个支腿处均形成有安装槽;
3.如权利要求2所述的多头研磨设备,其特征在于,每个安装槽的两侧壁处相对设置有固定件安装孔,所述安装杆上设置有固定件安装孔,所述安装杆与安装座经固定件固定。
4.如权利要求1所述的多头研磨设备,其特征在于,每个安装杆的头部设置有安装套;所述安装套包括套通孔,所述分研磨摆针穿过所述套通孔。
5.如权利要求1所述的多头研磨设备,其特征在于,进一步包括摇臂,与主研磨摆针连接。
6.如权利要求5所述的多头研磨设备,其特征在于,进一步包括安装套,所述安装套包括套通孔,所述主研磨摆针穿过所述套通孔;还包括连接杆;所述摇臂经连接杆与安装套连接。
7.如权利要求4或6所述的多头研磨设备,其特征在于,所述安装套为长方体,沿垂直分研磨摆针的方向,所述安装套具有贯通安装套侧壁与套通孔的开口槽,沿开口槽的两侧壁相对设置有销轴安装孔,销轴穿过所述销轴安装孔,其穿出端外壁设置有螺纹段,螺纹段设置有螺母。
8.如权利要求7所述的多头研磨设备,其特征在于,所述销轴的直径小于所述销轴安装孔的孔径。
9.如权利要求1或2或4所述的多头研磨设备,其特征在于,所述主研磨摆针和所述分研磨摆针均呈圆柱状。
10.如权利要求5所述的多头研磨设备,其特征在于,所述主研磨摆针和所述分研磨摆针安装研磨盘的一端均呈锥形,在锥形端部设置有球状块。
技术总结
本技术提供一种多头研磨装置,包括:主研磨摆针;安装座安装在主研磨摆针上;安装杆周向排列安装在安装座上;每个安装杆上均安装有一个分研磨摆针;分研磨摆针安装后,与主研磨摆针朝向相同;研磨盘分别安装在主研磨摆针的端部,以及,每个分研磨摆针的端部。多头研磨设备可以实现工件研磨的批量化生产,大幅提高效率。单次研磨工件数量的增加可以降低辅料、人工等成本。
技术研发人员:杨亚琴,马红波,王世武
受保护的技术使用者:青岛海泰光电技术有限公司
技术研发日:20230222
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!