超高速小方坯铸机的铸坯导向装置的制作方法
本技术属于冶金机械领域,具体涉及一种超高速小方坯铸机的铸坯导向装置。
背景技术:
1、在小方坯连铸生产过程中,常规的小方坯铸机,拉速2~4m/min,超高速小方坯铸机拉速5~6m/min,随着拉速的提高,铸坯刚度变差,出现跑偏的倾向大大增加,而且拉速提高,二次冷却区长度增加,冷却强度也增加,如果铸坯跑偏将冷却不均,导致裂纹的出现,因此,对于超高速小方坯铸机而言,为了防止铸坯跑偏,二次冷却区的导向装置非常重要。
2、如图1和图2所示,为常规的超高速小方坯铸机的导向装置,包括依次布置的结晶器和四个密排夹持段,在各密排夹持段中,均通过沿线密排的夹持辊从四面夹持铸坯,这样可以严格地防止铸坯跑偏,但是存在以下问题:1)当密排夹持段之间对弧有偏差时,引锭杆很难送到结晶器内;2)二次冷却区设备过于复杂,当出现漏钢事故时,处理非常困难;3)当要生产宽断面的铸坯时,整个二次冷却区的夹持辊都要更换,占用的时间较长,降低了铸机的作业率。
技术实现思路
1、本实用新型的目的是提供一种超高速小方坯铸机的铸坯导向装置,本装置能防止铸坯向两边跑偏,同时易于拆卸,提高了生产宽断面的铸坯时铸机的作业率,夹持辊少,容易处理事故铸坯。
2、本实用新型所采用的技术方案是:
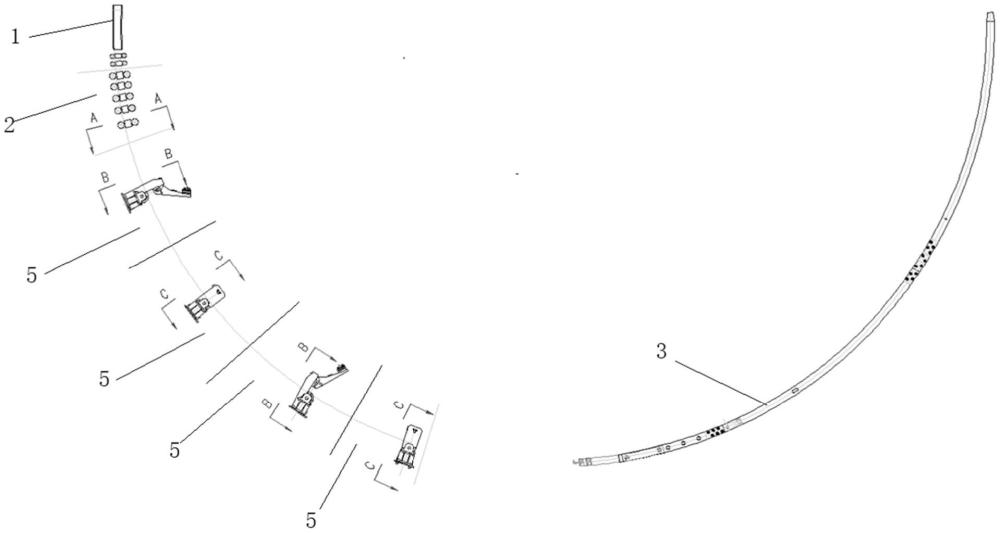
3、一种超高速小方坯铸机的铸坯导向装置,包括依次布置的结晶器、一个密排夹持段和若干导向段;在密排夹持段中,通过沿线密排的夹持辊从四面夹持铸坯;在各导向段中,均通过一对夹持辊上下夹持铸坯,其中,下夹持辊工作部的两端可拆卸地安装限位环。
4、优选地,限位环采用两个半圆结构组合安装在下夹持辊工作部。
5、优选地,两个半圆结构之间通过螺栓或螺钉连接。
6、优选地,设有四个导向段。
7、本实用新型的有益效果是:
8、本装置只采用一个密排夹持段,铸坯通过结晶器和该密排夹持段后,坯壳已经达到了一定的厚度,铸坯不会出现大的鼓肚,此后采用若干导向段对铸坯进行支撑和导向,当生产窄断面的铸坯时,拉速很高,限位环起到左右限位的作用,防止铸坯向两边跑偏,当生产宽断面的铸坯时,卸下限位环,只需拆除一个密排夹持段,即可满足作用要求,减少了调整时间,提高了铸机的作业率;由于整个装置中只有一个密排夹持段,因此引锭杆比较容易送入结晶器;整个装置采用一个密排夹持段四面夹持、其余导向段导向的形式,简化了结构,在出现漏钢事故时,设备损失较小,容易处理事故铸坯。
技术特征:
1.一种超高速小方坯铸机的铸坯导向装置,其特征在于:包括依次布置的结晶器、一个密排夹持段和若干导向段;在密排夹持段中,通过沿线密排的夹持辊从四面夹持铸坯;在各导向段中,均通过一对夹持辊上下夹持铸坯,其中,下夹持辊工作部的两端可拆卸地安装限位环;限位环采用两个半圆结构组合安装在下夹持辊工作部;两个半圆结构之间通过螺栓或螺钉连接。
2.如权利要求1所述的超高速小方坯铸机的铸坯导向装置,其特征在于:设有四个导向段。
技术总结
本技术公开了一种超高速小方坯铸机的铸坯导向装置,包括依次布置的结晶器、一个密排夹持段和若干导向段;在密排夹持段中,通过沿线密排的夹持辊从四面夹持铸坯;在各导向段中,均通过一对夹持辊上下夹持铸坯,其中,下夹持辊工作部的两端可拆卸地安装限位环。本装置能防止铸坯向两边跑偏,提高了生产宽断面的铸坯时铸机的作业率,引锭杆比较容易送入结晶器,容易处理事故铸坯。
技术研发人员:谢长川,钱亮,蔡常青,马桂华,郑原首,杨小志,丁大龙,张明
受保护的技术使用者:中冶南方连铸技术工程有限责任公司
技术研发日:20230222
技术公布日:2024/2/19
- 还没有人留言评论。精彩留言会获得点赞!