一种汽车转向齿轮轴磨削用成组砂轮的制作方法
本技术属于砂轮领域,具体涉及一种汽车转向齿轮轴磨削用成组砂轮。
背景技术:
1、汽车转向器齿轮轴是汽车控制方向的主要零部件,该齿轮轴有三个或多个台阶,齿轮轴的中间部位有一个变速齿轮。目前国内磨削汽车转向器齿轮轴时,采用单片砂轮(包括平形砂轮和蜗杆砂轮)多次加工,工作效率低,费时、费力。
技术实现思路
1、本实用新型的目的在于提供一种汽车转向齿轮轴磨削用成组砂轮,其根据被磨齿轮轴的形状和尺寸制作成组砂轮,将单片的砂轮组合起来一起使用,磨削加工时一次成型,大幅度提高工作效率。
2、本实用新型是通过如下技术方案来实现的:
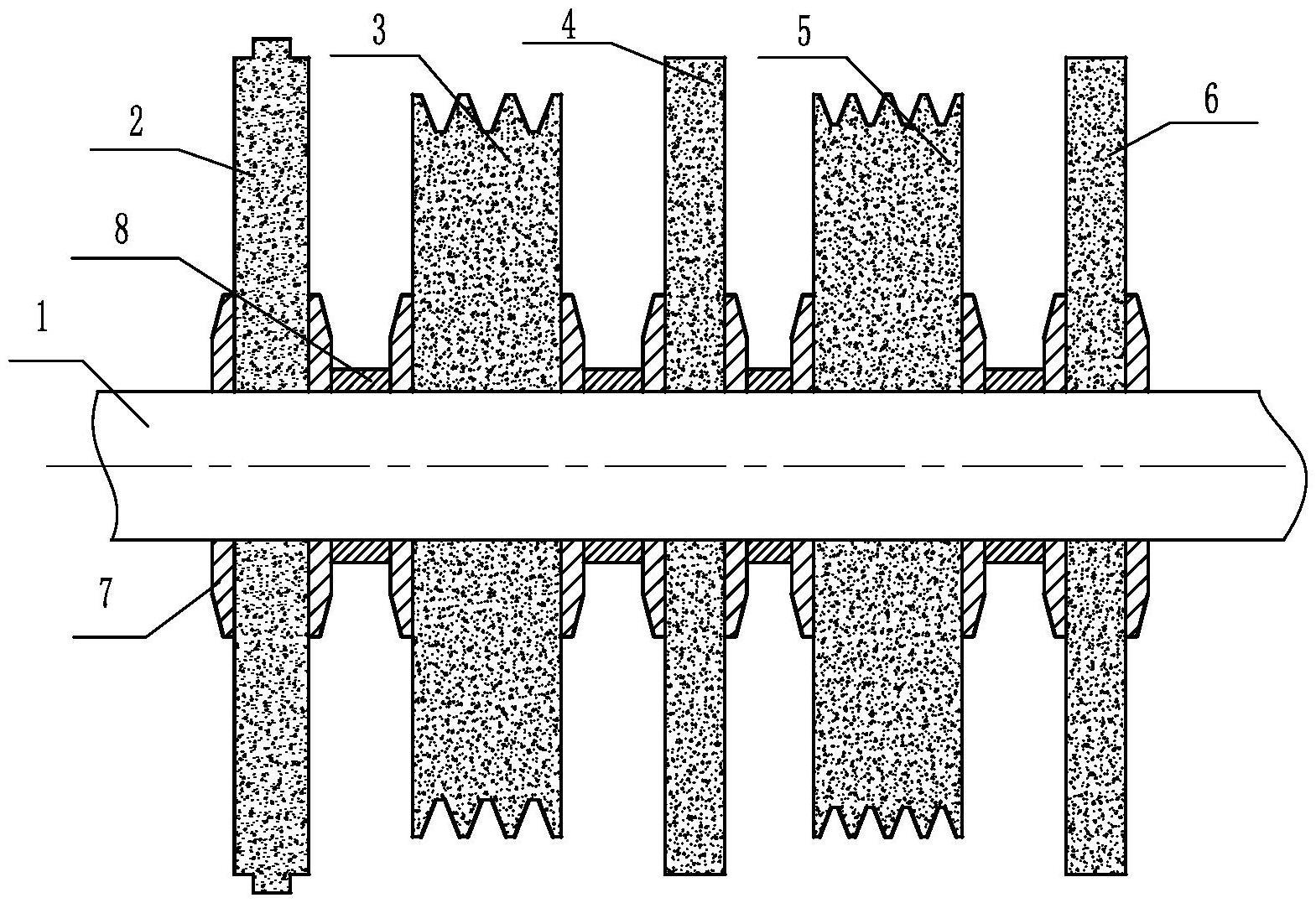
3、即一种汽车转向齿轮轴磨削用成组砂轮,包括主轴,其特征在于主轴从左向右,依次安装有单面凸砂轮、第一蜗杆磨砂轮、第一外圆磨砂轮组、第二蜗杆磨砂轮和第二外圆磨砂轮组,上述每个砂轮的两侧设有卡盘,相邻两个砂轮之间设有至少1个定距环。
4、进一步的,本实用新型的第一外圆磨砂轮组、第二外圆磨砂轮组分别设有至少1片外圆磨砂轮。
5、当第一外圆磨砂轮组、第二外圆磨砂轮组采用多片外圆磨砂轮组合使用时,第一外圆磨砂轮组、第二外圆磨砂轮组分别通过两个卡盘固定在主轴上。
6、进一步的,本实用新型的每片第一外圆磨砂轮、第二外圆磨砂轮的内侧面设有凸出的限位条,每片第一外圆磨砂轮、第二外圆磨砂轮的外侧面设有与内侧面限位条匹配的限位槽。
7、当相邻两片第一外圆磨砂轮/第二外圆磨砂轮组装时,外侧的砂轮的限位条嵌入内侧的砂轮的限位槽,可以保证多片砂轮同步转动,防止个别砂轮出现“打滑”的现象。
8、进一步的,本实用新型的限位条为3条,等分圆周呈放射状分布。
9、本实用新型的单面凸砂轮外圆周面中间直径大、两侧直径小,砂轮中间(凸型)部分磨削位于齿轮轴左端两个主轴颈中间带凹槽的轴颈,砂轮两侧(直径小)用于磨削凹槽两侧的两个轴颈。
10、本实用新型的第一外圆磨砂轮组、第二外圆磨砂轮组,其砂轮外圆形状为平型,用于磨削齿轮两侧的两个主轴颈。
11、本实用新型的第一蜗杆磨砂轮、第二蜗杆磨砂轮用于磨削变速齿轮,磨削时,蜗杆砂轮和齿轮轴上的变速齿轮相互啮合进行磨削。
12、本实用新型具有结构合理、使用方便、磨削效果好、精度高的优点。使用本实用新型能够实现同步修整、同步进给、同步磨削,同步性好,提高了工作效率。
技术特征:
1.一种汽车转向齿轮轴磨削用成组砂轮,包括主轴,其特征在于主轴从左向右,依次安装有单面凸砂轮、第一蜗杆磨砂轮、第一外圆磨砂轮组、第二蜗杆磨砂轮和第二外圆磨砂轮组,上述每个砂轮的两侧设有卡盘,相邻两个砂轮之间设有至少1个定距环。
2.根据权利要求1所述的一种汽车转向齿轮轴磨削用成组砂轮,其特征在于第一外圆磨砂轮组、第二外圆磨砂轮组分别设有至少1片外圆磨砂轮。
3.根据权利要求2所述的一种汽车转向齿轮轴磨削用成组砂轮,其特征在于每片第一外圆磨砂轮、第二外圆磨砂轮的内侧面设有凸出的限位条,每片第一外圆磨砂轮、第二外圆磨砂轮的外侧面设有与内侧面限位条匹配的限位槽。
4.根据权利要求3所述的一种汽车转向齿轮轴磨削用成组砂轮,其特征在于限位条为3条,等分圆周呈放射状分布。
技术总结
本技术属于砂轮领域,具体涉及一种汽车转向齿轮轴磨削用成组砂轮,包括主轴,其特征在于主轴从左向右,依次安装有单面凸砂轮、第一蜗杆磨砂轮、第一外圆磨砂轮组、第二蜗杆磨砂轮和第二外圆磨砂轮组,上述每个砂轮的两侧设有卡盘,相邻两个砂轮之间设有至少1个定距环。本技术具有结构合理、使用方便、磨削效果好、精度高的优点。使用本技术能够实现同步修整、同步进给、同步磨削,同步性好,提高了工作效率。
技术研发人员:陈刚祖
受保护的技术使用者:四砂泰利莱(青岛)研磨股份有限公司
技术研发日:20230303
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!