叶片端面修整机用定位臂的制作方法
本技术属于叶片修整机,具体涉及叶片端面修整机用定位臂。
背景技术:
1、风能可再生能源,各国均非常重视。目前主要通过叶片将风能转换成机械能后再次转换为电能,整个风力发电机结构巨大,所以安装后需要长时间使用,这就要求风叶片的自身材料和使用寿命要求非常高。
2、风叶片主要通过端面若干高强度的螺栓锁紧,进而保证叶片与风力发电机之间紧密可靠连接。风叶片生产也是非常严格,但是由于现有生产加工工艺存在缺点,导致叶片端面表面螺栓套存在高度差,在端面不加工修整情况下,无法保证后期安装精度。所以针对上述风叶片通过风叶端面修整机对端面进行打磨,端面修整机安装在叶根时需要定位,目前定位多通过人工肉眼观测,这样无法保证定位精度如果定位效果不好很容易导致端面处理无法与连接法兰面平行(端面与叶根中心垂直不重合),再次修整打磨影响生产进度。
3、发明人检索专利公告号cn207746786u公开一种端面铣床定位的高精度定位系统,其通过定位固定板、定位靠板导向块、端面定位靠板以及端面定位压板形成定位装置实现定位,但是这样结构存在问题是,每个定位装置均需要人工调整,测量长度和贴合度,使得定位安装调节时间长,多个定位装置定位信息存在偏差,打磨处理中容易与端面脱离产生间隙,贴合效果差。
技术实现思路
1、本实用新型的目的在于设计出一种叶片端面修整机用定位臂,采用电磁吸附原理,解决定位存在间隙的问题,极大减轻工人定位的劳动量,也克服现有技术存在的缺陷。
2、为了实现上述目的,本实用新型采用的技术方案如下:
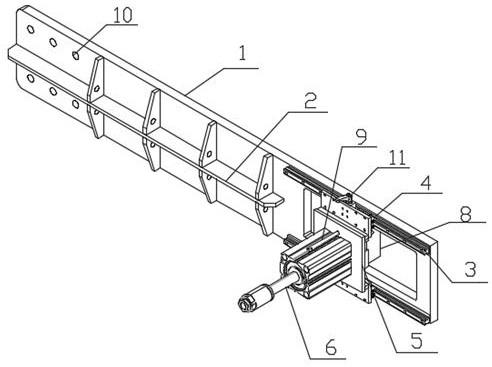
3、叶片端面修整机用定位臂,包括定位臂,所述定位臂的末端为框架体,框架体两侧安装滑轨,滑轨上安装滑块,滑块上安装锁紧开关,滑块顶部坐落固定座,固定座上安装气缸,气缸下方为固定块,固定块连接电磁铁,电磁铁和气缸的导线连接到修整机控制部分。
4、进一步的,所述电磁铁通过螺钉连接固定块。
5、进一步的,固定座上的固定块通过定向杆固定。
6、进一步的,所述定位臂的前端设有若干螺纹孔,通过螺栓将定位固定在端面修整机上。
7、进一步的,端面修整机周面均匀设有3组定位臂。
8、进一步的,定位臂上设有加强筋。
9、与现有技术相比,上述技术方案可以得到以下有益效果:
10、采用电磁吸附原理,使得风叶片端面螺栓套与电磁铁定位合二为一,解决设备定位存在间隙的问题,贴合效果更好,提高定位的精度。
11、本实用新型采用三组定位臂,三组定位臂旋转形成重合的圆面即可判断,加工中心线与叶根中心平行(端面与旋转构成面重合),通过定位臂判断修整机张紧机构安装位置,并对应微调调整合适范围。
12、定位后,通过端面平面度扫描,偏差过大时,根据测量指示调节电磁铁气缸与端面螺栓套基准面平行,减少加工余量,最大限度保证叶根法兰与轴心垂直。
技术特征:
1.叶片端面修整机用定位臂,包括定位臂,其特征在于:所述定位臂的末端为框架体,框架体两侧安装滑轨,滑轨上安装滑块,滑块顶部坐落固定座,固定座上安装气缸,气缸下方为固定块,电磁铁与固定块连接,电磁铁和气缸的导线连接到修整机控制部分。
2.根据权利要求1所述的叶片端面修整机用定位臂,其特征在于:所述电磁铁通过螺钉连接固定块。
3.根据权利要求1或2所述的叶片端面修整机用定位臂,其特征在于:固定座上的固定块通过定向杆固定。
4.根据权利要求1所述的叶片端面修整机用定位臂,其特征在于:所述定位臂的前端设有若干螺纹孔,通过螺栓将定位固定在端面修整机上。
5.根据权利要求1或4所述的叶片端面修整机用定位臂,其特征在于:端面修整机周面均匀设有3组定位臂。
6.根据权利要求5所述的叶片端面修整机用定位臂,其特征在于:定位臂上设有加强筋。
7.根据权利要求1所述的叶片端面修整机用定位臂,其特征在于:滑块上安装锁紧开关。
技术总结
本技术公开了叶片端面修整机用定位臂,包括定位臂,所述定位臂的末端为框架体,框架体两侧安装滑轨,滑轨上安装滑块,滑块上安装锁紧开关,滑块顶部坐落固定座,固定座上安装气缸,气缸下方为固定块,固定块连接电磁铁,电磁铁和气缸的导线连接到修整机控制部分;采用电磁吸附原理,使得风叶片端面螺栓套与电磁铁定位合二为一,解决设备定位存在间隙的问题,贴合效果更好,提高定位的精度;本技术采用三组定位臂,三组定位臂旋转形成重合的圆面即可判断,加工中心线与叶根中心平行(端面与旋转构成面重合),通过定位臂判断修整机张紧机构安装位置,并对应微调调整合适范围。
技术研发人员:孙家树,赵超,倪江帅,陈德宝
受保护的技术使用者:连云港唯德复合材料设备有限公司
技术研发日:20230310
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!