一种拉索端头生产设备的制作方法
本技术属于拉索,具体涉及一种拉索端头生产设备。
背景技术:
1、拉索也可称为钢丝绳,结构简单,使用灵活方便,广泛应用于刹车线,门窗推拉索,油门线,凉衣架升降索,摩托车电瓶车的刹车线等,布置在驱动件与被驱动件之间。拉索的结构通常包括索芯以及索套,索芯为细长的金属结构,可以是多股钢丝拧成一股或单股钢丝或钢片,材料可以是不锈钢也可以是普通钢,长短按应用场合确定,索套包裹在索芯外,索芯的两端压铸端头,在安装时,索芯通过端头固定在驱动件和被驱动件之间,端头会根据驱动件与被驱动件上的结构设置不同的形状。
2、拉索的端头一般通过锌合金压铸获得,压铸以后,产品上会有料柄、毛刺存在,要获得合格的产品必须要去掉料柄和毛刺,目前处理料柄和毛刺的方式是用冲床加工,通过把产品放在冲修模的下模中,控制冲床工作,使得端头与料柄分离,同时去掉端头上的毛刺。从压铸成型到冲床加工去料柄、毛刺需要将拉索端头从压铸工位上取出,之后对拉索端头进行移动,然后将拉索端头放入冲床模具内,现有技术中,对压铸成型拉索端头进行移动,利用移动夹指夹紧拉索端头处的拉索线将压铸成型后的拉索端头取出、移动并放置在去毛剌的冲床模具里进行料柄和毛边切除,由于夹指气缸夹紧的是拉索端头的索芯,或一端夹索芯,另一端夹料柄,在夹指气缸移动过程中,很容易使压铸端头发生位置变化,所以夹指气缸在放置过程中并不能保证拉索端头精准地放置在去毛剌机上的模具内,常常会出现去毛刺和料柄时拉索端头的结构被冲压损坏以及去毛刺和料柄不彻底的现象,造成产品的报废率高和产品的不合格率高,导致产品的生产效率低下,无法体现自动化设备的优越性。
技术实现思路
1、本实用新型所要解决的技术问题是提供一种拉索端头生产设备,可以实现将压铸成型的拉索端头取出后精准地放置在去料柄和毛刺的冲修模具内,降低拉索生产的报废率和不合格率,提高产品的生产效率,体现自动化设备的优越性。
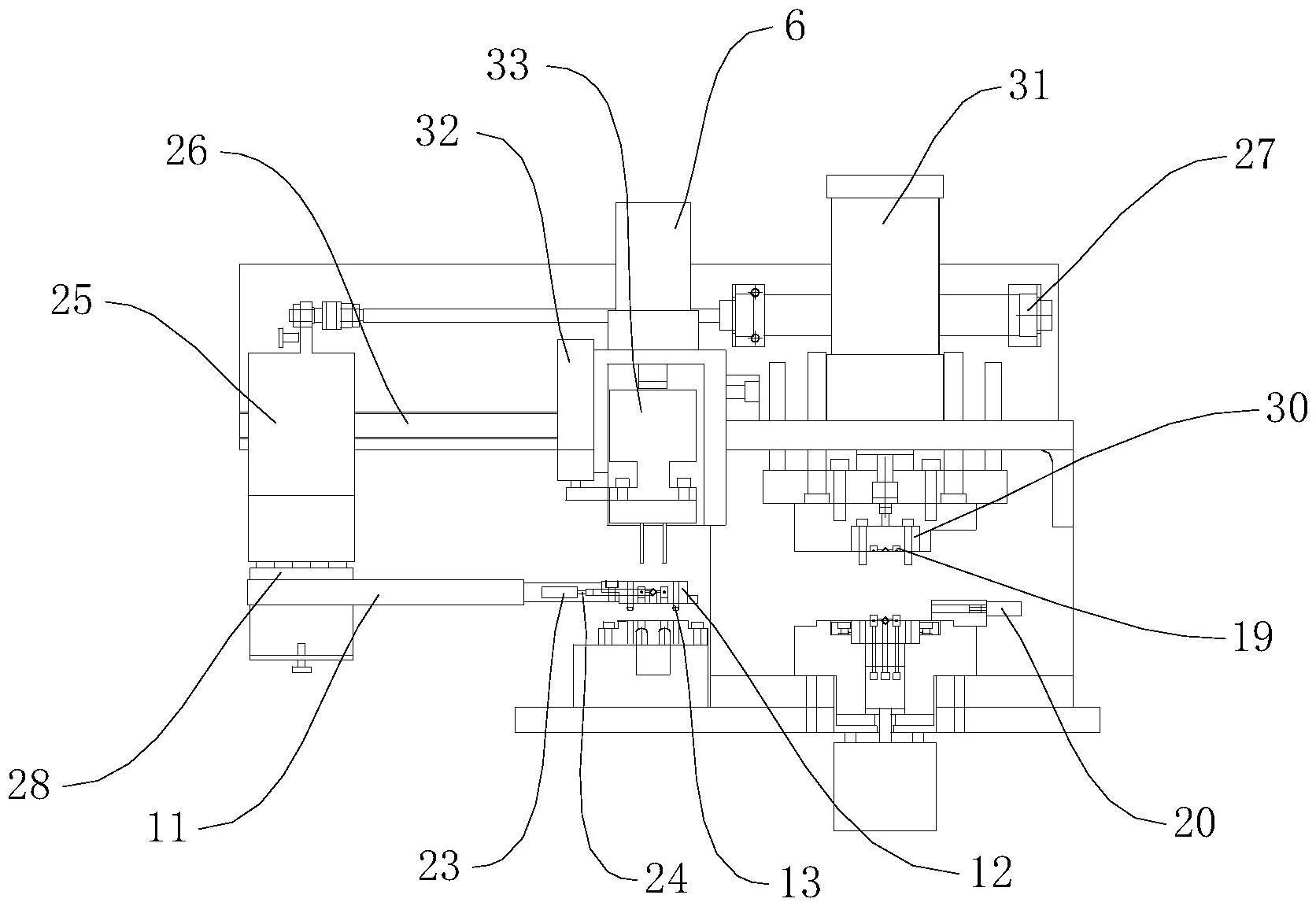
2、本实用新型解决上述技术问题所采用的技术方案为:提出一种拉索端头生产设备,包括:压铸机构,其包括压铸下模、顶出缸,所述压铸下模上设有压铸成型拉索端头的下成型槽,所述顶出缸上对应拉索端头的形状设有若干顶出杆,所述压铸下模上对应所述顶出杆设有顶出孔,所述顶出孔与所述下成型槽连通;
3、冲压机构,其包括主冲压缸、副冲压缸、冲压上模、冲压下模,所述冲压上模的上端连接有冲压连接板,所述冲压连接板分别与所述主冲压缸和副冲压缸的活塞杆连接,所述主冲压缸和副冲压缸的活塞杆分别单独控制所述冲压连接板,所述冲压上模上设有至少一个冲压杆,所述冲压下模上设有与拉索端头形状相配适的冲修孔;
4、移动机构,其包括驱动件、移动手臂、移动模具,所述驱动件与所述移动手臂相连,所述移动手臂与所述移动模具相连,所述移动模具上设有两个定位销,所述压铸下模上对应所述定位销设有两个第一定位孔,所述移动模具上设有与拉索端头形状相配适的容置槽,所述顶出缸用于将压铸成型后的拉索端头从压铸下模内顶出至移动模具的容置槽内,所述冲压下模上对应所述定位销设有两个第二定位孔,所述移动模具上对应所述冲压杆设有冲压孔,所述冲压孔与所述容置槽连通,所述副冲压缸的活塞杆通过所述冲压连接板用于带动所述冲压上模的冲压杆通过所述冲压孔将拉索端头从容置槽内推出到所述冲压下模的冲修孔内,所述主冲压缸的活塞杆通过所述冲压连接板带动所述冲压上模的冲压杆继续移动,从而将拉索端头从所述冲压下模的冲修孔中推出,所述驱动件用于通过所述移动手臂带动所述移动模具在所述压铸下模与所述冲压下模之间往复移动以及带动所述移动模具向靠近或远离所述压铸下模和所述冲压下模的方向往复移动。
5、与现有技术相比,本实用新型的优点在于:拉索端头在压铸机构上压铸完成开模后,拉索端头成型在压铸下模的下成型槽内,利用驱动件带动移动手臂使得移动模具朝压铸下模一侧移动,当移动模具移动至压铸下模的正上方时,驱动件通过移动手臂带动移动模具朝靠近压铸下模一侧移动,使移动模具的两个定位销插接在压铸下模上的两个第一定位孔内,保证移动模具的容置槽与压铸下模的下成型槽完全适配,之后利用顶出缸带动顶出杆沿压铸下模上的顶出孔靠近下成型槽一侧移动,将下成型槽内的拉索端头被精准地顶出至移动模具上的容置槽内,使拉索端头稳定、精确地放置在移动模具的容置槽内。之后驱动件通过移动手臂带动移动模具向靠近冲压下模一侧移动,当移动模具移动至冲压下模的正上方时,驱动件通过移动手臂带动移动模具朝靠近冲压下模一侧移动,使移动模具的两个定位销插接在冲压下模上的两个第二定位孔内,保证移动模具中的容置槽与冲压下模中的冲修孔完全吻合匹配,之后利用副冲压缸的活塞杆通过冲压连接板带动冲压上模的冲压杆通过移动模具上的冲压孔将拉索端头从移动模具的容置槽内精准地推出到冲压下模的冲修孔内,之后主冲压缸的活塞杆通过冲压连接板带动冲压上模的冲压杆继续移动,从而将拉索端头冲出冲压下模的冲修孔外。由于冲压下模上的冲修孔与拉索端头形状相配适,利用副冲压缸的活塞杆利用冲压杆将拉索端头从移动模具的容置槽内精准地推出到冲压下模的冲修孔内,可保证拉索端头与冲修孔的精准对位,再用主冲压缸的活塞杆将拉索端头冲出冲修孔外,对拉索端头去料柄和毛刺,保证不会在冲压过程中损坏拉索端头的结构和形状,并保证在冲修过程中将拉索端头上的料柄以及多余毛刺全部去除,并且在冲压过程中,移动模具上的冲修孔可保护冲压上模的冲压杆的弯曲。所以本实用新型的拉索端头生产设备,实现了将压铸成型的拉索端头精准地取出后精准地放置在去料柄和毛边的冲修模具内,降低拉索生产的报废率和不合格率,提高产品的生产效率,提高机器稳定性和可靠性。
6、在上述的一种拉索端头生产设备中,所述移动模具上设有固定块,所述压铸机构于所述压铸下模的一侧设有固定缸和固定板,所述固定缸的伸缩杆一端连接所述固定板,所述固定缸用于带动所述固定板压紧所述固定块。当移动模具的两个定位柱插接在压铸下模的两个第一定位孔内时,固定缸带动固定板向靠近移动模具一侧移动,使固定板压紧在移动模具上的固定块上,避免移动模具在拉索端头顶出过程中移动。拉索端头顶出至移动模具上的容置槽内后,固定缸带动固定板相远离移动模具一侧移动,解除对移动模具的压紧固定,方便移动模具的移动。
7、在上述的一种拉索端头生产设备中,所述移动模具上设有锁紧孔,所述锁紧孔与所述容置槽连通,所述移动手臂上设有锁紧缸,所述锁紧缸的伸缩杆的一端连接有锁紧块,所述锁紧块与所述锁紧孔相配合。当顶出缸将拉索端头顶出至移动模具的容置槽内后,锁紧缸带动锁紧块沿着移动模具上的锁紧孔向靠近容置槽内的拉索端头移动,使锁紧块抵紧在容置槽内拉索端头料柄的一侧,避免移动模具在移动过程中,拉索端头从移动模具的容置槽内掉出或相对移动,保证拉索端头位置的精确性。
8、在上述的一种拉索端头生产设备中,所述驱动机构包括滑块、导轨、第一移动缸、第二移动缸,所述第一移动缸的活塞杆与所述滑块相连,所述滑块滑动连接在所述导轨上,所述导轨的设置方向与所述压铸下模与所述冲压下模所在的平面平行,所述滑块的一端连接所述第二移动缸,所述第二移动缸的伸缩杆的一端连接所述移动手臂,所述第二移动缸的伸缩杆的伸缩方向与所述压铸下模与所述冲压下模所在的平面垂直。第一移动缸带动滑块沿导轨滑动,从而带动移动模具在压铸下模与冲压下模之间左右移动,第二移动缸带动移动模具向靠近或远离压铸下模和冲压下模的方向上下动,使得移动模具的定位销可以插接在压铸下模的第一定位孔或远离压铸下模的第一定位孔,以及使得移动模具的定位销可以插接在冲压下模的第一定位孔或远离冲压下模的第一定位孔。
9、在上述的一种拉索端头生产设备中,所述压铸机构还包括压铸上模、压铸缸,所述压铸缸的活塞杆与所述压铸上模的一端相连,所述压铸上模上设有压铸成型拉索端头的上成型槽。压铸上模用于与压铸下模合模压铸成型拉索端头,压铸缸用于带动压铸上模进行合模和开模。
- 还没有人留言评论。精彩留言会获得点赞!