压铸模具顶出机构及铸造模具的制作方法
本技术涉及脱模,尤其涉及一种压铸模具顶出结构及铸造模具。
背景技术:
1、压铸模具是铸造金属零部件的一种工具,主要应用在专用的压铸模锻机上完成对应的压铸工艺,压铸的基本工艺过程是:金属液先低速或高速铸造充型进模具的型腔内,模具有活动的型腔面,它随着金属液的冷却过程加压锻造,既消除毛坯的缩孔缩松缺陷,也使毛坯的内部组织达到锻态的破碎晶粒。毛坯的综合机械性能得到显著的提高。压铸完成后,需要对产品进行脱模,现有技术中通常会采用一定的顶出机构将产品从模具中顶出,顶出机构一般由多个顶针构成,且尽可能地会覆盖产品的多个区域,从而实现能够将产品的各个部位同时顶出模具,以避免单个区域在顶出时预先脱离模具,出现变形现象。
2、如图1所示,为一种通过压铸模具生产的产品,其结构相对复杂,且壁厚不均匀,产品局部模腔较深。上述产品铸造完成后,在进行脱模时,由于产品的壁厚差较大,且具有较深的模腔,若采用多个顶杆同时顶出,位于深腔位置的顶杆,由于遭受一定的阻力,故难以保证与其余顶杆同时顶出,即会滞后顶出,这就导致产品的平面部分由于相对深腔部分预先受力,产生一定程度的变形,最终出现产品的损坏,产品的良品率较低。
技术实现思路
1、本实用新型的目的在于提供一种能够使得平面顶针、深腔顶针将产品的各部分同时顶出的压铸模具顶出结构。
2、为达此目的,本实用新型采用以下技术方案:
3、本实用新型提供一种压铸模具顶出机构,包括:
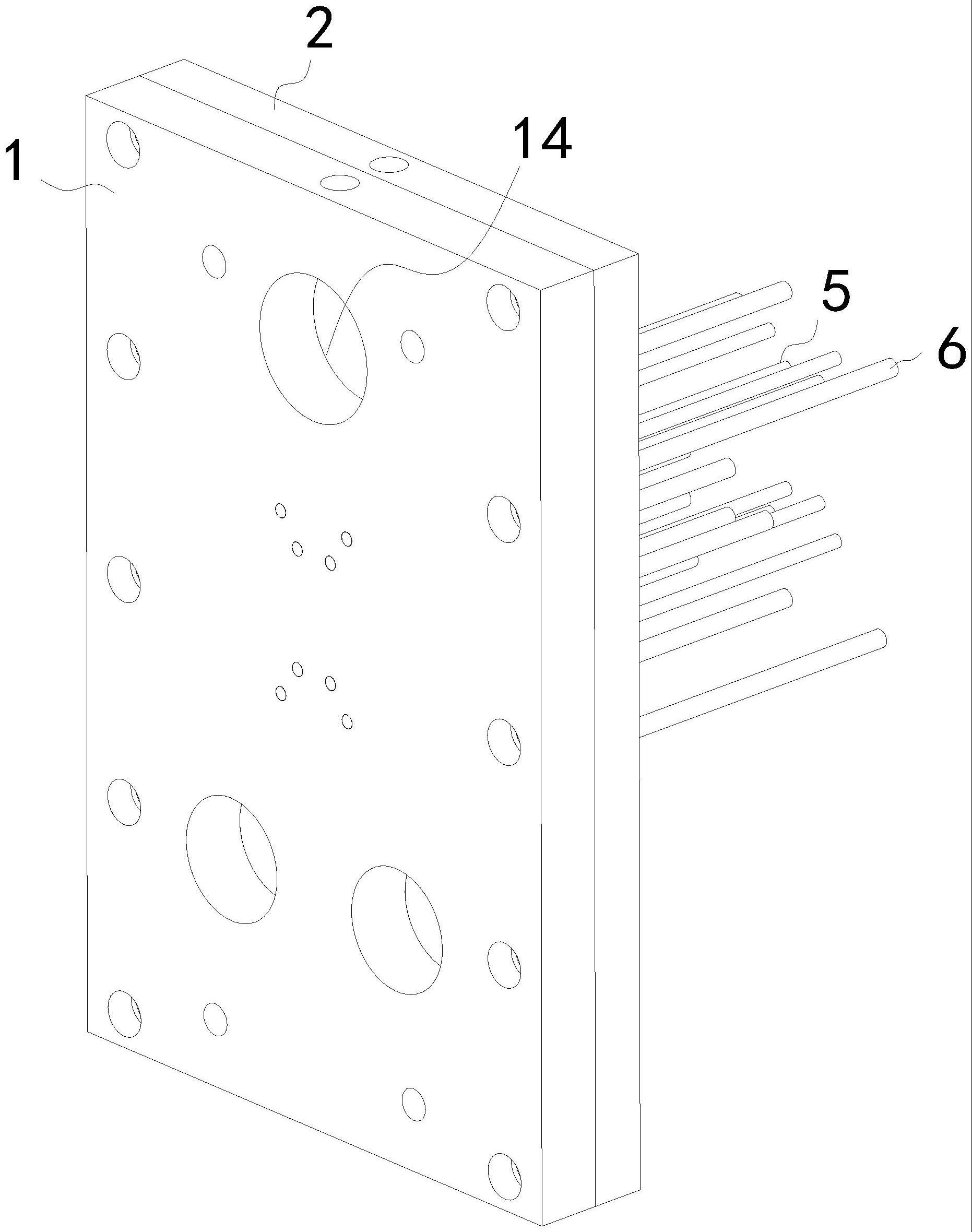
4、第一顶针背板,所述第一顶针背板上穿设有平面顶针和深腔顶针,所述平面顶针和深腔顶针中至少所述平面顶针能够相对所述第一顶针背板活动;
5、第二顶针背板,所述第二顶针背板与所述第一顶针背板连接,且朝向所述第一顶针背板的一面设有安装通槽,所述安装通槽与所述平面顶针的位置对应,所述安装通槽内设有朝内延伸的抵止部,所述抵止部位于所述安装通槽远离所述第一顶针背板的一端;
6、延时顶出件,所述延时顶出件位于所述安装通槽内,所述延时顶出件能够相对所述安装通槽活动,所述延时顶出件朝向所述平面顶针的一端具有延时部,所述延时部沿所述延时顶出件的周侧方向凸出,且能够与所述抵止部抵接;
7、弹性件,所述弹性件位于所述延时顶出件与所述抵止部之间,将所述延时顶出件抵离所述抵止部以接近所述深腔顶针。
8、作为优选,所述安装通槽在所述第二顶针背板与所述第一顶针背板接触的平面上具有第一投影,所述延时顶出件在所述第二顶针背板与所述第一顶针背板接触的平面上具有第二投影,所述第一投影的尺寸大于所述第二投影的尺寸,且所述第一投影覆盖所述第二投影。
9、作为优选,所述抵止部沿所述安装通槽的周侧朝内延伸以形成导向槽。
10、作为优选,所述弹性件的自由长度与所述延时部的长度之和为第一长度,所述抵止部至所述安装通槽朝向所述第一顶针背板的开口处的间距为第二长度,所述第一长度小于所述第二长度。
11、作为优选,所述第一顶针背板朝向所述第二顶针背板的一面设有深腔限位槽,所述深腔顶针朝向所述第二顶针背板的一端设有沿周向凸出的深腔限位部,所述深腔限位部位于所述深腔限位槽内。
12、作为优选,所述第一顶针背板朝向所述第二顶针背板的一面设有平面限位槽,所述平面顶针朝向所述第二顶针背板的一端设有沿周向凸出的平面限位部,所述平面限位部位于所述平面限位槽内。
13、作为优选,所述第一顶针背板与所述第二顶针背板为可分离式连接。
14、作为优选,所述第一顶针背板与所述第二顶针背板上设有多个位置对应的配合槽。
15、作为优选,所述弹性件为弹簧。
16、本实用新型还提供一种铸造模具,包括上述的压铸模具顶出机构。
17、本实用新型的有益效果:
18、本实用新型中的压铸模具顶出机构,通过在第二顶针背板上设置延时顶出件,利用弹性件的弹性势能,深腔顶针与平面顶针能够将产品的各部分同时顶出,以避免平面顶针预先顶出一定距离造成产品的平面变形,从而提高了产品的良品率。
技术特征:
1.一种压铸模具顶出机构,其特征在于,包括:
2.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述安装通槽(7)在所述第二顶针背板(2)与所述第一顶针背板(1)接触的平面上具有第一投影,所述延时顶出件(3)在所述第二顶针背板(2)与所述第一顶针背板(1)接触的平面上具有第二投影,所述第一投影的尺寸大于所述第二投影的尺寸,且所述第一投影覆盖所述第二投影。
3.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述抵止部(8)沿所述安装通槽(7)的周侧朝内延伸以形成导向槽。
4.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述弹性件(4)的自由长度与所述延时部(9)的长度之和为第一长度,所述抵止部(8)至所述安装通槽(7)朝向所述第一顶针背板(1)的开口处的间距为第二长度,所述第一长度小于所述第二长度。
5.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述第一顶针背板(1)朝向所述第二顶针背板(2)的一面设有深腔限位槽(10),所述深腔顶针(6)朝向所述第二顶针背板(2)的一端设有沿周向凸出的深腔限位部(11),所述深腔限位部(11)位于所述深腔限位槽(10)内。
6.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述第一顶针背板(1)朝向所述第二顶针背板(2)的一面设有平面限位槽(12),所述平面顶针(5)朝向所述第二顶针背板(2)的一端设有沿周向凸出的平面限位部(13),所述平面限位部(13)位于所述平面限位槽(12)内。
7.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述第一顶针背板(1)与所述第二顶针背板(2)为可分离式连接。
8.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述第一顶针背板(1)与所述第二顶针背板(2)上设有多个位置对应的配合槽(14)。
9.根据权利要求1所述的压铸模具顶出机构,其特征在于,所述弹性件(4)为弹簧。
10.铸造模具,其特征在于,包括权利要求1-9任意一项所述的压铸模具顶出机构。
技术总结
本技术属于脱模技术领域,公开了一种压铸模具顶出机构及铸造模具,包括:第一顶针背板,穿设有平面顶针和深腔顶针,且平面顶针能够相对第一顶针背板活动;第二顶针背板,与第一顶针背板连接,且朝向第一顶针背板的一面设有安装通槽,安装通槽内设有朝内延伸的抵止部;延时顶出件,位于安装通槽内,延时顶出件朝向平面顶针的一端具有延时部,延时部沿延时顶出件的周侧方向凸出,且能够与抵止部抵接;弹性件,位于延时件与抵止部之间,将延时件抵离抵止部以接近深腔顶针。通过在第二顶针背板上设置延时顶出件,利用弹性件的弹性势能,深腔顶针与平面顶针能够将产品的各部分同时顶出,以避免平面顶针预先顶出一定距离造成产品的平面变形。
技术研发人员:何志明,郭伟峰,肖文虎
受保护的技术使用者:昆山恒瑞诚工业科技有限公司
技术研发日:20230329
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!