一种外圆磨床传动轴的专用夹具的制作方法
本技术涉及外圆磨床传动轴加工,尤其涉及一种外圆磨床传动轴的专用夹具。
背景技术:
1、根据数控外圆磨床的工作原理,采用两端顶尖装夹传动轴的方式,必须有联接主轴并能拨动被加工轴旋转运动的机构,鸡心夹头和拨杆虽然可以实现这个功能,但其缺点是无法避免夹持部分覆盖住待加工轴的部分表面,加工过程中必须将工件掉头进行二次装夹,很不方便,费时费力。
2、为了解决上述问题,本实用新型提出一种外圆磨床传动轴的专用夹具。
技术实现思路
1、针对现有技术的不足,本实用新型提供了一种外圆磨床传动轴的专用夹具,以解决现有技术中的技术问题。
2、为实现以上目的,本实用新型通过以下技术方案予以实现:一种外圆磨床传动轴的专用夹具,包括安装夹座,所述安装夹座的上端面开设有环形收集槽,所述收集槽的底部放置有吸附板,所述收集槽的内壁中固定安装有风机,所述风机的吸风口与收集槽内相通,所述风机的排风口与外界连通,所述收集槽的上端开口处设置有遮挡网板,所述安装夹座上端面的中心处固定安装有一号伸缩气缸,所述一号伸缩气缸的上端内部放置有外圆磨床传动轴本体,所述安装夹座的上端面对称固定安装有两个立柱,每个所述立柱相对的一侧分别固定安装有三号伸缩气缸和二号伸缩气缸,所述二号伸缩气缸的伸缩端固定安装有伺服电机,所述伺服电机的输出端固定安装有方形夹块,所述三号伸缩气缸的伸缩端固定安装有相同的方形夹块,两个方形夹块均抵在外圆磨床传动轴本体两侧的中心处。
3、作为本实用新型的优选技术方案,所述外圆磨床传动轴本体两侧的中心处均开设有与夹块相匹配的方形槽体。
4、作为本实用新型的优选技术方案,所述安装夹座的底端面设置有防滑垫,所述防滑垫的下端面设置有防滑纹。
5、作为本实用新型的优选技术方案,所述夹具本体的上端面开设有半圆形夹槽,所述夹槽与外圆磨床传动轴本体相匹配。
6、作为本实用新型的优选技术方案,所述二号伸缩气缸与三号伸缩气缸的型号相同。
7、本实用新型提供了一种外圆磨床传动轴的专用夹具,具备以下有益效果:
8、将轴表面被夹具本体覆盖的部分露出来,并且不对砂轮造成干涉,通过设计专用夹具,可以简化工序,尽可能减少操作者装卸工件的辅助时间和降低劳动强度。充分利用此类传动轴工件的结构特点,改变通用夹具本体的装夹方式,实现一次装夹就能完成全部外圆表面的磨削加工。
技术特征:
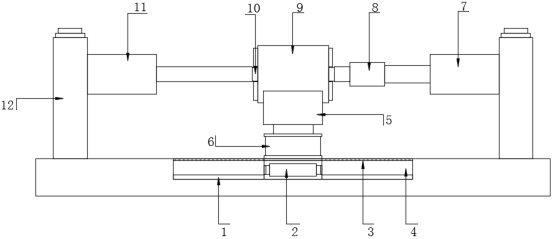
1.一种外圆磨床传动轴的专用夹具,包括安装夹座,其特征在于,所述安装夹座的上端面开设有环形收集槽(4),所述收集槽(4)的底部放置有吸附板(1),所述收集槽(4)的内壁中固定安装有风机(2),所述风机(2)的吸风口与收集槽(4)内相通,所述风机(2)的排风口与外界连通,所述收集槽(4)的上端开口处设置有遮挡网板(3),所述安装夹座上端面的中心处固定安装有一号伸缩气缸(6),一号伸缩气缸(6)通过伸缩端设置有夹具本体(5),所述一号伸缩气缸(6)的上端内部放置有外圆磨床传动轴本体(9),所述安装夹座的上端面对称固定安装有两个立柱(12),每个所述立柱(12)相对的一侧分别固定安装有三号伸缩气缸(11)和二号伸缩气缸(7),所述二号伸缩气缸(7)的伸缩端固定安装有伺服电机(8),所述伺服电机(8)的输出端固定安装有方形夹块,所述三号伸缩气缸(11)的伸缩端固定安装有相同的夹块(10),两个夹块(10)均抵在外圆磨床传动轴本体(9)两侧的中心处,所述夹块(10)为方形。
2.根据权利要求1所述的一种外圆磨床传动轴的专用夹具,其特征在于,所述外圆磨床传动轴本体(9)两侧的中心处均开设有与夹块(10)相匹配的方形槽体。
3.根据权利要求1所述的一种外圆磨床传动轴的专用夹具,其特征在于,所述安装夹座的底端面设置有防滑垫,所述防滑垫的下端面设置有防滑纹。
4.根据权利要求1所述的一种外圆磨床传动轴的专用夹具,其特征在于,所述夹具本体(5)的上端面开设有半圆形夹槽,所述夹槽与外圆磨床传动轴本体(9)相匹配。
5.根据权利要求4所述的一种外圆磨床传动轴的专用夹具,其特征在于,所述二号伸缩气缸(7)与三号伸缩气缸(11)的型号相同。
技术总结
本技术公开了一种外圆磨床传动轴的专用夹具,包括安装夹座,所述安装夹座的上端面开设有环形收集槽,所述收集槽的底部放置有吸附板,所述收集槽的内壁中固定安装有风机,所述风机的吸风口与收集槽内相通,所述风机的排风口与外界连通,所述收集槽的上端开口处设置有遮挡网板,所述安装夹座上端面的中心处固定安装有一号伸缩气缸。将轴表面被夹具本体覆盖的部分露出来,并且不对砂轮造成干涉,通过设计专用夹具,可以简化工序,尽可能减少操作者装卸工件的辅助时间和降低劳动强度。充分利用此类传动轴工件的结构特点,改变通用夹具本体的装夹方式,实现一次装夹就能完成全部外圆表面的磨削加工。
技术研发人员:孙禄明
受保护的技术使用者:丹东利达科技有限公司
技术研发日:20230330
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!