一种涡轴发动机火焰筒内壁的热处理夹具的制作方法
本技术涉及航空发动机零件加工,具体是一种涡轴发动机火焰筒内壁的热处理夹具。
背景技术:
1、火焰筒是燃烧室的主要构件,是组织燃烧的场所。火焰筒由内壁前段、内壁中段、内壁后段组成,如图1所示,在生产火焰筒的过程中,需要将内壁后段与内壁中段焊接,然后再将内壁中段与内壁前段焊接。传统的焊接方式是将内壁后段与内壁中段对齐直接焊接,但是这种焊接方式带来的缺陷如下:
2、1.传统的焊接方式中若没有用于稳固火焰筒内壁的夹具,仅仅是先将内壁中段与内壁后段对齐,然后进行点焊接固定二者的相对位置,固定后再沿着二者对接的缝隙进行整圈焊接,因为火焰筒壁薄,焊接的过程中,火焰筒内壁无支撑物,导致火焰筒焊缝周围的材料容易因高温产生变形,从而导致火焰筒焊接后尺寸出现超差;
3、2.焊接完毕后的火焰筒还需要经过热处理,热处理的目的在于针对火焰筒焊缝处进行去应力处理,热处理的具体步骤为将火焰筒放置在燃炉中加热并保温,然后使火焰筒随炉冷却至室温,热处理的过程中也需要持续保持火焰筒的形态稳定。
4、综上所述,需要提供一款用于焊接和热处理过程中稳固火焰筒形态的热处理夹具来克服以上技术问题。
技术实现思路
1、本实用新型意在提供一种涡轴发动机火焰筒内壁的热处理夹具,主要用于解决现有技术存在的火焰筒在焊接和热处理过程中,火焰筒因没有形态支撑而产生形变的技术问题。
2、为解决上述技术问题,本实用新型提供如下技术方案:
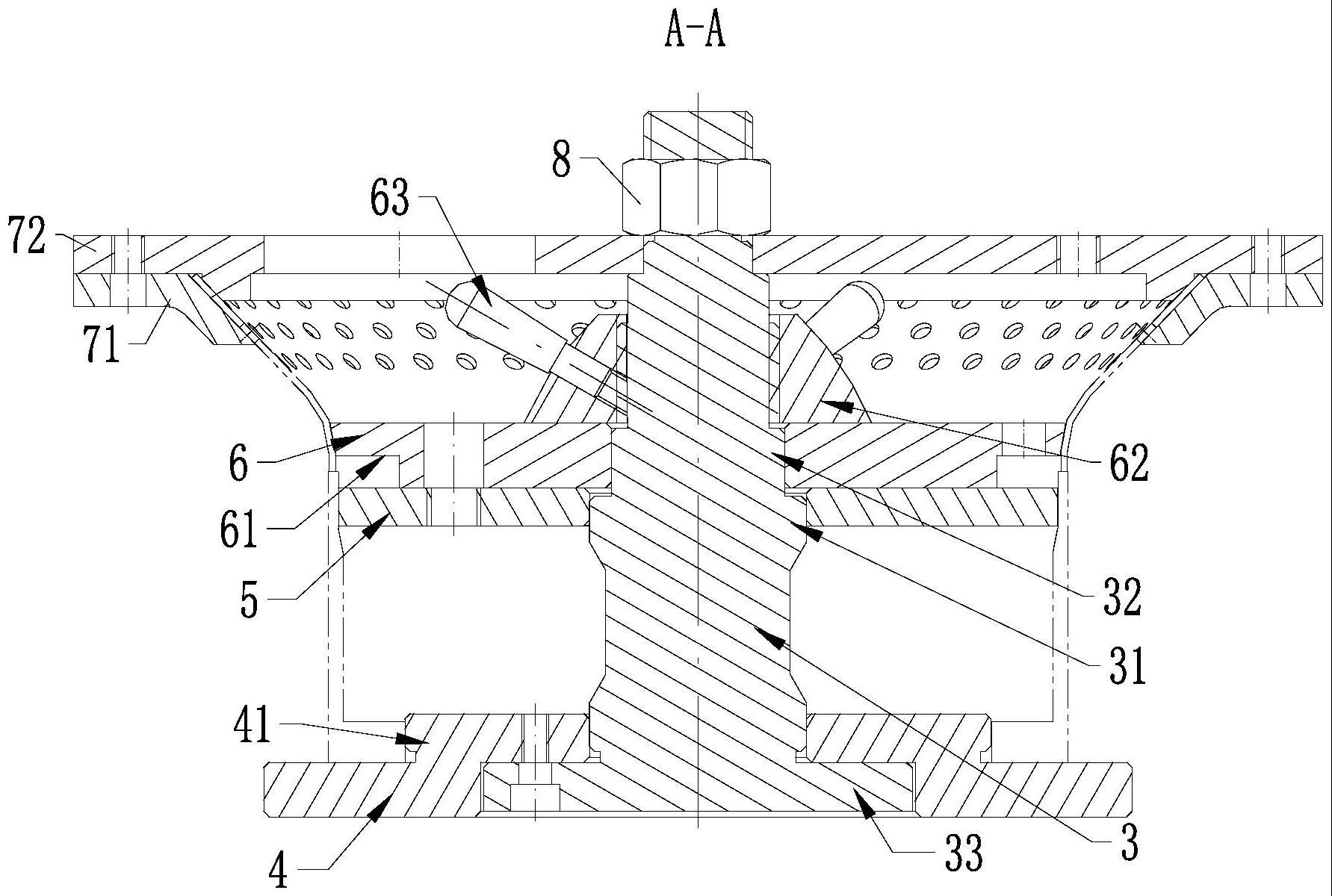
3、一种涡轴发动机火焰筒内壁的热处理夹具,包括中心柱,中心柱上同轴自下而上可拆卸连接有分别用于支撑内壁后段两端的底座和定位板、用于支撑内壁中段小端的压板、用于固定内壁中段大端的顶盖组件。
4、本实用新型的工作原理及有益效果:
5、1.工作原理:现将内壁后段由热处理夹具上方套设在底座与定位板上固定,其中,内壁后段的内表面下方与底座外周面贴触,内表面上方与定位板贴触;然后将内壁中段放置在内壁后段上方,使二者焊接处对齐,然后将压板安装在中心柱上,使压板的外缘与内壁中段内表面贴触,在焊接完成后,将本专利所述的热处理夹具连同焊接好的火焰筒一起进行热处理,热处理的过程中,涡轴发动机火焰筒内壁的热处理夹具一直配合支撑火焰筒整体形状。
6、2.有益效果:
7、(1)焊接的过程中,需要热处理夹具来对内壁后段、内壁中段进行形状的固定,便于后续焊接;同时,高温使得火焰筒焊缝周围的材料产生形变,本专利通过底座、定位板、压板、顶盖组件共同支撑在内壁后段上下两端、内壁中段大小两端内表面,保持火焰筒整体形状的完整。
8、(2)火焰筒焊接完毕后,还需要进行热处理,热处理的过程通常是需要将火焰筒放置在燃炉中加热并保温,然后使火焰筒随炉冷却至室温,在整个热处理的过程中,火焰筒长期处于高温环境,易产生形变,而本专利所述的涡轴发动机火焰筒内壁的热处理夹具可以为焊接后的火焰筒提供支撑,焊接完毕,保持焊接处稳定对接的同时,还可以接着将热处理夹具与火焰筒整体移至炉内热处理,保证整个火焰筒的形状完整。
9、优选的,所述压板与定位板之间对齐焊接内壁中段与内壁后段的焊缝处设有间隙。压板与定位板之间对齐焊接内壁中段与内壁后段的焊缝处设有间隙,工人可以使用焊接工具在焊接处操作,而避免焊接的过程中火焰筒与夹具粘接在一起。
10、优选的,所述间隙开设在压板下表面外沿开设有对齐焊接内壁中段与内壁后段焊缝处。
11、优选的,所述中心柱上设有第一环体和第二环体,定位板底部设有容纳第一环体的第一凹槽,压板底部设有容纳第二环体的第二凹槽,第一环体的外径大于第二环体外径。组装热处理夹具的过程中,先将定位板由上至下套设在第一环体上,然后再将压板由上至下套设在第二环体上,自此完成两个压板、定位板在中心柱上的固定,从而通过压板、定位板的固定将间隙与内壁中段与内壁后段焊缝位置进行相对限定,便于后续使用该热处理家具对火焰筒进行批量焊接。
12、优选的,所述压板与定位板贴触,压板上方位于中心柱上螺纹连接有用于将压板压紧在第二环体上的球型螺母,球型螺母侧面固定连接有用于旋拧紧球型螺母的把手。旋拧紧球型螺母,使得定位板与压板分别压紧在第一环体、第二环体上,实现定位板与压板的锁紧。
13、优选的,所述压板的外周面为与内壁中段内表面贴合的斜面。因为内壁中段形状整体为倒圆锥台形状,即下小上大的形状,压板的外周面为与内壁中段内表面贴合的斜面,可以限制内壁中段向上位移。
14、优选的,所述定位板与压板螺栓连接。使用螺栓将用于支撑板的定位板与压板进一步固定。
15、优选的,所述顶盖组件包括放置在内壁中段上缘下表面的环形板,还包括放置在内壁中段上缘上表面的顶盖,顶盖与环形板螺栓连接,将内壁中段上缘夹持在二者之间。顶盖组件配合将内壁中段与内壁后段挤压配合,使焊接处贴紧在一起。
16、优选的,所述中心柱上且位于顶盖上方螺纹连接有螺母,螺母下表面与顶盖上表面贴紧。螺母的作用在于限制内壁中段与中心柱的相对位置。
17、优选的,所述中心柱底端固定连接有安装板,安装板位于底座下方,且与底座螺栓连接。安装板使得底板与中心柱固定连接,并配合顶盖组件共同将火焰筒整体夹紧在中间。
技术特征:
1.一种涡轴发动机火焰筒内壁的热处理夹具,其特征在于:包括中心柱,中心柱上同轴自下而上可拆卸连接有分别用于支撑内壁后段两端的底座和定位板、用于支撑内壁中段小端的压板、用于固定内壁中段大端的顶盖组件。
2.根据权利要求1所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述压板与定位板之间对齐焊接内壁中段与内壁后段的焊缝处设有间隙。
3.根据权利要求2所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述间隙开设在压板下表面外沿开设有对齐焊接内壁中段与内壁后段焊缝处。
4.根据权利要求3所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述中心柱上设有第一环体和第二环体,定位板底部设有容纳第一环体的第一凹槽,压板底部设有容纳第二环体的第二凹槽,第一环体的外径大于第二环体外径。
5.根据权利要求4所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述压板与定位板贴触,压板上方位于中心柱上螺纹连接有用于将压板压紧在第二环体上的球型螺母,球型螺母侧面固定连接有用于旋拧紧球型螺母的把手。
6.根据权利要求1所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述压板的外周面为与内壁中段内表面贴合的斜面。
7.根据权利要求1所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述定位板与压板螺栓连接。
8.根据权利要求1所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述顶盖组件包括放置在内壁中段上缘下表面的环形板,还包括放置在内壁中段上缘上表面的顶盖,顶盖与环形板螺栓连接,将内壁中段上缘夹持在二者之间。
9.根据权利要求8所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述中心柱上且位于顶盖上方螺纹连接有螺母,螺母下表面与顶盖上表面贴紧。
10.根据权利要求1所述的涡轴发动机火焰筒内壁的热处理夹具,其特征在于:所述中心柱底端固定连接有安装板,安装板位于底座下方,且与底座螺栓连接。
技术总结
本技术属于航空发动机零件加工技术领域,具体涉及一种涡轴发动机火焰筒内壁的热处理夹具,包括中心柱,中心柱上同轴自下而上可拆卸连接有用于支撑内壁后段形状的底座和定位板、用于支撑内壁中段形状的压板、用于固定内壁中段的顶盖组件,压板外周面下方开设有对齐焊接内壁中段与内壁后段焊缝的凹槽。相比起现有技术,本专利通过设置底座、定位板与压板作为火焰筒整体形状的支撑,解决了火焰筒在焊接和热处理过程中,火焰筒因没有形态支撑而产生形变的技术问题。
技术研发人员:宁由兵,凃鹏,姜盛富,龙在权
受保护的技术使用者:贵阳长之琳发动机零部件制造有限公司
技术研发日:20230331
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!