一种用于大型轴承套圈的分体式淬火模具的制作方法
本技术属于轴承制造领域,具体涉及一种用于大型轴承套圈的分体式淬火模具。
背景技术:
1、轴承套圈的加工过程中需要进行淬火处理,传统的模具为一体式结构,在安装轴承套圈时把整个轴承套圈套设在模具上,淬火后,轴承套圈与模具紧密连接在一起,工人要用大锤将轴承套圈从模具上敲下来,这种方法不仅浪费人工,而且在操作的过程中,轴承套圈在脱落的过程中也容易造成磕碰伤,为以后的加工增加工作量,如果磕碰伤较大的话还容易产生报废;现急需一种能解决此种问题的方法。
技术实现思路
1、针对背景技术中存在的问题,本实用新型的提供了一种用于大型轴承套圈的分体式淬火模具。
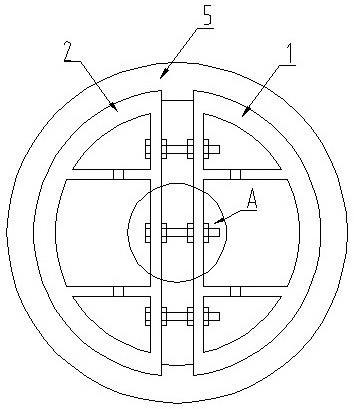
2、为实现上述目的,本实用新型采用以下技术方案:一种用于大型轴承套圈的分体式淬火模具,包括右半模和左半模,所述的右半模和左半模为对称结构,其中部通过螺栓和螺帽连接在一起,其外端面卡设在轴承套圈的内轮廓上;所述的右半模包括圆弧撑板、竖拉筋和横拉筋,所述的圆弧撑板的外圆轮廓上设有凹槽,凹槽的外形与轴承套圈的内轮廓相适配;圆弧撑板的上下开口之间设有竖拉筋,竖拉筋与圆弧撑板之间设有横拉筋;所述竖拉筋的端面上均布多个连接孔,右半模和左半模的连接孔位置相适配;所述的螺栓穿设在连接孔中,并通过螺帽固定;所述横拉筋上设有用于起吊的吊孔。
3、本实用新型的有益效果:本实用新型装置结构小巧、操作简单,同原卸模方式比较,该装置改进了传统的敲击模具卸模的操作模式,能有效解决传统卸模方式中存在的安全隐患,便于快速卸模;卸模过程中不涉及套圈落地,避免了由此引起的磕碰伤问题。
技术特征:
1.一种用于大型轴承套圈的分体式淬火模具,包括右半模(1)和左半模(2),其特征是:所述的右半模(1)和左半模(2)为对称结构,其中部通过螺栓(3)和螺帽(4)连接在一起,其外端面卡设在轴承套圈(5)的内轮廓上;
2.根据权利要求1所述一种用于大型轴承套圈的分体式淬火模具,其特征是:所述凹槽(14)的外形与轴承套圈(5)的内轮廓相适配。
3.根据权利要求1所述一种用于大型轴承套圈的分体式淬火模具,其特征是:所述竖拉筋(12)的端面上均布多个连接孔(15),右半模(1)和左半模(2)的连接孔(15)位置相适配;所述的螺栓(3)穿设在连接孔(15)中,并通过螺帽(4)固定。
4.根据权利要求1所述一种用于大型轴承套圈的分体式淬火模具,其特征是:所述横拉筋(13)上设有用于起吊的吊孔(16)。
5.根据权利要求1所述一种用于大型轴承套圈的分体式淬火模具,其特征是:所述的右半模(1)和左半模(2)为铸造一体成形后机械加工而成。
技术总结
本技术公开了一种用于大型轴承套圈的分体式淬火模具,包括右半模和左半模,所述的右半模和左半模为对称结构,其中部通过螺栓和螺帽连接在一起,其外端面卡设在轴承套圈的内轮廓上;所述的右半模包括圆弧撑板、竖拉筋和横拉筋,所述的圆弧撑板的外圆轮廓上设有凹槽,圆弧撑板的上下开口之间设有竖拉筋,竖拉筋与圆弧撑板之间设有横拉筋;本技术装置结构小巧、操作简单,同原卸模方式比较,该装置改进了传统的敲击模具卸模的操作模式,能有效解决传统卸模方式中存在的安全隐患,便于快速卸模;卸模过程中不涉及套圈落地,避免了由此引起的磕碰伤问题。
技术研发人员:姚义峰
受保护的技术使用者:洛阳轴承控股有限公司
技术研发日:20230406
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!