一种异型焊接接头的局部热处理装置的制作方法
本技术涉及焊接,涉及一种局部热处理装置,特别是涉及一种异型焊接接头的局部热处理装置。
背景技术:
1、三通(管件三通或者三通管件、三通接头)是电站汽水管道主管和支管的连接件,起着分流连接的作用。在超临界、超超临界发电机组中,采用的三通多为锻焊式三通,即通过锻造工艺制作壁厚大且形状不规则的三通壳体,然后通过焊接的方法将壁厚较薄的主短管和短管与三通壳体连接形成三通。
2、在三通进行焊接安装时或者长期高温高压使用后,制造阶段焊接的短管可能会存在因高温损伤而强度不足的问题。对三通整体进行更换的方法简单但成本较高,而进行局部更换短管的方法则具有明显的经济优势。局部更换短管后,需要现场对新短管与三通壳体的对接焊缝进行局部的焊后热处理,而该焊接接头为异型焊接接头,其局部焊后热处理存在较大的难度。超临界、超超临界发电机组的三通多为p91/p92材质,其焊后热处理的温度高达740-760℃,必须将焊缝加热至该温度区间,热处理才有效果,且不能超过该温度,否则会导致高温损伤而引起报废。
3、目前一种方式是采用柔性陶瓷电阻加热装置进行热处理,需要以焊缝为焊缝中心两侧对称布置,进行大面积的加热,才能保证加热效果,但是由于焊缝一侧为壁厚较薄的短管,一侧为壁厚较大且形状复杂的三通壳体,使得焊缝两侧的部件形状和壁厚存在巨大的差异,其散热条件也存在巨大的差异,很难以保证热处理加热效果,加热效率较低,可能无法将焊缝加热至热处理温度区间,甚至会使母材局部长时超温而焊缝温度却未达到设定的温度区间引起部件的报废。
4、另一种方式是采用中频感应加热器进行热处理,需要以焊缝为中心,两侧对称缠绕一定匝数的电磁感应线圈,通过电磁感应原理,在管道金属产生很大的涡流而进行加热,与柔性陶瓷电阻加热装置相比,其加热效率高、加热均匀、加热速度快。由于三通侧的圆形规则区域狭窄,此区域最多只能缠绕2圈电磁感应线圈,由于线圈缠绕匝数的限制,单独采用中频感应加热器,无法将焊缝加热至热处理温度区间(740-760℃),会因为无法缠绕足够的电磁感应线圈而无法保证加热效果。
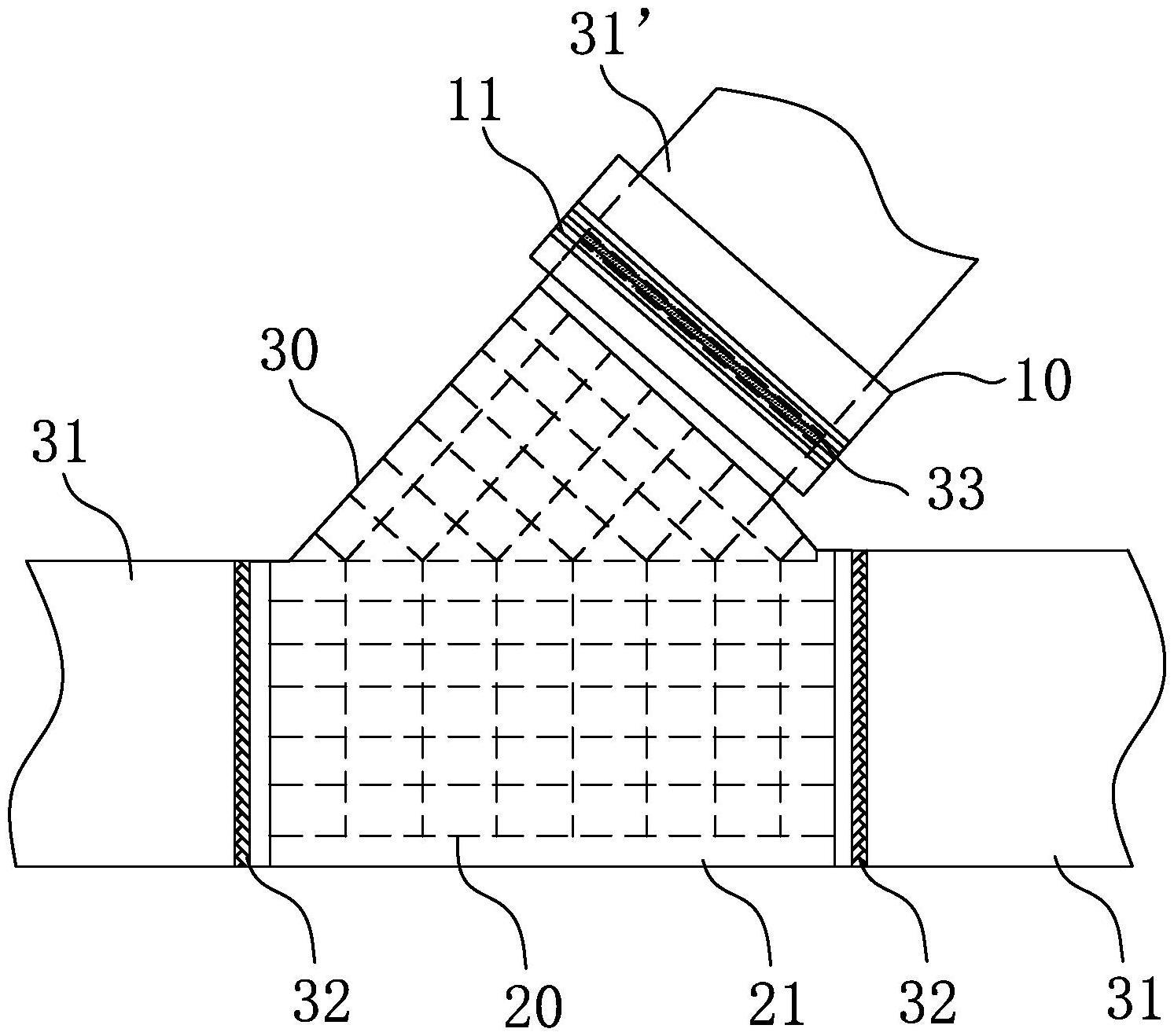
5、如图1所示的三通结构,具有三通壳体、连接管。三通具有三个连接口,其中两个连接口的中心线共线,一个连接口的中心线与其余两个连接口的中心线不垂直;连接管分别焊接至三通壳体的三个连接口上。三通壳体的壁厚通常在60-100mm,连接管的壁厚通常在15-30mm,两者壁厚存在巨大差异,并且三通壳体连接口处仅有一小段规则区域,因此现有技术的上述加热装置均不适用于该异形接头的三通。
技术实现思路
1、本实用新型的目的是提供一种局部热处理装置,用于异型焊接接头的局部热处理装置。
2、为达到上述目的,本实用新型采用的技术方案是:
3、一种异型焊接接头的局部热处理装置,包括主加热单元、辅助加热单元,
4、所述的主加热单元包括中频感应加热器,所述的中频感应加热器被设定为用于提供第一加热温度,其包括主保温件、电磁感应线圈,所述的主保温件用于包覆在焊缝及新连接管外部,所述的电磁感应线圈缠绕在所述的主保温件上;
5、所述的辅助加热单元包括柔性陶瓷电阻加热器,所述的柔性陶瓷电阻加热器被设定为用于提供第二加热温度,所述的柔性陶瓷电阻加热器用于包覆在三通壳体上,
6、所述的第一加热温度高于所述的第二加热温度。
7、上述技术方案优选地,所述的电磁感应线圈以新连接管的热影响区为中心对称地设置。
8、进一步优选地,每组所述的电磁感应线圈的缠绕数量为6-9圈。
9、上述技术方案优选地,所述的辅助加热单元还包括辅助保温件,所述的辅助保温件包覆在所述的柔性陶瓷电阻加热器上。
10、进一步优选地,所述的主保温件、和/或辅助保温件包覆的总厚度在40-60mm。
11、进一步优选地,所述的主保温件、和/或辅助保温件为硅酸盐保温材料。
12、上述技术方案优选地,所述的主加热单元还包括第一热电偶、第二热电偶,所述的第一热电偶设置在新连接管的热影响区,所述的第二热电偶设置在焊缝中心。
13、上述技术方案优选地,所述的辅助加热单元还包括第三热电偶,所述的第三热电偶设置在三通壳体上。
14、上述技术方案优选地,所述的第一加热温度为740-760℃;所述的第二加热温度为490-600℃。
15、上述技术方案优选地,所述的柔性陶瓷电阻加热器为履带式柔性陶瓷电阻加热器。
16、由于上述技术方案运用,本实用新型与现有技术相比具有下列优点:
17、本实用新型可以有效补充热处理时该区域散失的热量,弥补了因电磁感应线圈匝数不足而导致加热效果不佳的不足,热处理时焊缝能达到设定的高温回火温度,两侧的母材也不出现超温的情况,能有效地保证热处理效果;具有加热效率高、加热速度快、加热均匀等优点。
技术特征:
1.一种异型焊接接头的局部热处理装置,包括主加热单元、辅助加热单元,其特征在于:
2.根据权利要求1所述的异型焊接接头的局部热处理装置,其特征在于:所述的电磁感应线圈以新连接管的热影响区为中心对称地设置。
3.根据权利要求2所述的异型焊接接头的局部热处理装置,其特征在于:所述的电磁感应线圈的缠绕数量为6-9圈。
4.根据权利要求1所述的异型焊接接头的局部热处理装置,其特征在于:所述的辅助加热单元还包括辅助保温件,所述的辅助保温件包覆在所述的柔性陶瓷电阻加热器上。
5.根据权利要求4所述的异型焊接接头的局部热处理装置,其特征在于:所述的主保温件、和/或辅助保温件包覆的总厚度在40-60mm。
6.根据权利要求4所述的异型焊接接头的局部热处理装置,其特征在于:所述的主保温件、和/或辅助保温件为硅酸盐保温材料。
7.根据权利要求1所述的异型焊接接头的局部热处理装置,其特征在于:所述的主加热单元还包括第一热电偶、第二热电偶,所述的第一热电偶设置在新连接管的热影响区,所述的第二热电偶设置在焊缝中心。
8.根据权利要求1所述的异型焊接接头的局部热处理装置,其特征在于:所述的辅助加热单元还包括第三热电偶,所述的第三热电偶设置在三通壳体上。
9.根据权利要求1所述的异型焊接接头的局部热处理装置,其特征在于:所述的第一加热温度为740-760℃;所述的第二加热温度为490-600℃。
10.根据权利要求1所述的异型焊接接头的局部热处理装置,其特征在于:所述的柔性陶瓷电阻加热器为履带式柔性陶瓷电阻加热器。
技术总结
本技术涉及一种异型焊接接头的局部热处理装置,包括主加热单元、辅助加热单元,主加热单元包括中频感应加热器,中频感应加热器被设定为提供第一加热温度,其包括主保温件、电磁感应线圈,主保温件用于包覆在焊缝及新连接管外部,电磁感应线圈缠绕在主保温件上;辅助加热单元包括柔性陶瓷电阻加热器,柔性陶瓷电阻加热器被设定为提供第二加热温度,柔性陶瓷电阻加热器用于包覆在三通壳体上。本技术可以有效补充热处理时该区域散失的热量,弥补了因电磁感应线圈匝数不足而导致加热效果不佳的不足,热处理时焊缝能达到设定的高温回火温度,两侧的母材也不出现超温的情况,能有效地保证热处理效果;加热效率高、加热速度快、加热均匀。
技术研发人员:梁恩宝,杨佳,鲁立,陈忠兵,吕一仕,周杰
受保护的技术使用者:苏州热工研究院有限公司
技术研发日:20230414
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!