一种油石夹工装的制作方法
本技术属于轴承超精工装,具体涉及一种油石夹工装,用于提高油石夹工装寿命,改善产品超精质量。
背景技术:
1、轴承超精工序为轴承加工最后一道工序,对改善产品粗糙度,圆度,波纹度有着重要作用,在实际生产中,由于油石夹紧装置随着机床的振荡,油石对油石夹有着一定的磨损,导致油石夹寿命的降低,并且随着磨损间隙的增大,油石固定不紧,油石在油石夹中晃动,影响产品质量,严重时造成油石断裂,掉落,在生产中存在一定的质量风险及安全隐患。故需要设计一种新型油石夹工装来保证生产需要。
技术实现思路
1、本实用新型的目的就是针对上述不足之处而设计的一种结构简单、操作方便、使用寿命长的油石夹工装。
2、本实用新型的技术解决方案是:一种油石夹工装,其特征是:包括油石夹座、弹簧、第一夹紧块和第二夹紧块;所述油石夹座的底面中心设有纵向的沉孔;所述沉孔所在的油石夹座底部侧面设有与沉孔贯通的横向矩形孔;所述第一夹紧块和第二夹紧块的相对面均设有与油石配合的凹槽,并装于矩形孔内;所述弹簧装于矩形孔以上的沉孔内。
3、本实用新型的技术解决方案中所述的油石夹座的主体为梯形块体,下半部为长方体。
4、本实用新型的技术解决方案中所述的弹簧长度大于矩形孔以上的沉孔深度。
5、本实用新型的技术解决方案中所述的第一夹紧块和第二夹紧块的相背面的两侧均设有挡边。
6、本实用新型的技术解决方案中所述的第一夹紧块和第二夹紧块与油石夹座的矩形孔间隙配合。
7、本实用新型的技术解决方案中所述的第一夹紧块和第二夹紧块的宽度与矩形孔的宽度小0.05mm以内。
8、本实用新型的技术解决方案中所述的第一夹紧块和第二夹紧块的凹槽宽度比油石宽度大0.05mm以内。
9、本实用新型的技术解决方案中所述的油石夹座、第一夹紧块和第二夹紧块的材质为gcr15;所述弹簧的材质为60si2mn。
10、本实用新型的技术解决方案中所述的矩形孔为长方形孔。
11、本实用新型的技术解决方案中所述的油石夹座的上侧面设有安装腰型槽和定位槽。
12、本实用新型由于采用由油石夹座、弹簧、第一夹紧块和第二夹紧块构成的一种油石夹工装,其中,油石夹座的底面中心设有纵向的沉孔,沉孔所在的油石夹座底部侧面设有与沉孔贯通的横向矩形孔,第一夹紧块和第二夹紧块的相对面均设有与油石配合的凹槽,并装于矩形孔内,弹簧装于矩形孔以上的沉孔内,因而在轴承超精工序生产中,将油石装于油石夹座矩形孔内的第一夹紧块与第二夹紧块之间的凹槽内,弹簧处于压紧状态对第一夹紧块和第二夹紧块施加压力,从而夹紧油石,当油石夹工装随着机床振荡时,油石处于弹性夹紧状态,具有自动补偿功能,可使油石一直处于夹紧状态,克服了现有工装的不足。
13、本实用新型具有结构简单、使用寿命长、工装体积小、便于加工和提高生产效率的特点,主要用于轴承超精工序油石的固定。
技术特征:
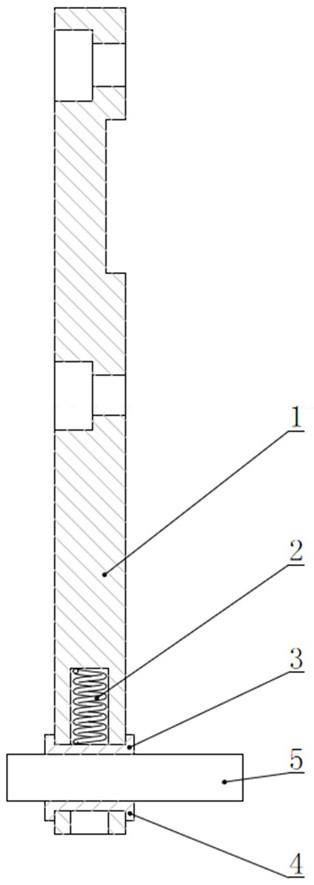
1.一种油石夹工装,其特征是:包括油石夹座(1)、弹簧(2)、第一夹紧块(3)和第二夹紧块(4);所述油石夹座(1)的底面中心设有纵向的沉孔;所述沉孔所在的油石夹座(1)底部侧面设有与沉孔贯通的横向矩形孔;所述第一夹紧块(3)和第二夹紧块(4)的相对面均设有与油石(5)配合的凹槽,并装于矩形孔内;所述弹簧(2)装于矩形孔以上的沉孔内。
2.根据权利要求1所述的一种油石夹工装,其特征是:所述的油石夹座(1)的主体为梯形块体,下半部为长方体。
3.根据权利要求2所述的一种油石夹工装,其特征是:所述的弹簧(2)长度大于矩形孔以上的沉孔深度。
4.根据权利要求3所述的一种油石夹工装,其特征是:所述的第一夹紧块(3)和第二夹紧块(4)的相背面的两侧均设有挡边。
5.根据权利要求1-4中任一项所述的一种油石夹工装,其特征是:所述的第一夹紧块(3)和第二夹紧块(4)与油石夹座(1)的矩形孔间隙配合。
6.根据权利要求5所述的一种油石夹工装,其特征是:所述的第一夹紧块(3)和第二夹紧块(4)的宽度与矩形孔的宽度小0.05mm以内。
7.根据权利要求1-4、6中任一项所述的一种油石夹工装,其特征是:所述的第一夹紧块(3)和第二夹紧块(4)的凹槽宽度比油石(5)宽度大0.05mm以内。
8.根据权利要求1-4、6中任一项所述的一种油石夹工装,其特征是:所述的油石夹座(1)、第一夹紧块(3)和第二夹紧块(4)的材质为gcr15;所述弹簧(2)的材质为60si2mn。
9.根据权利要求1-4、6中任一项所述的一种油石夹工装,其特征是:所述的矩形孔为长方形孔。
10.根据权利要求1-4、6中任一项所述的一种油石夹工装,其特征是:所述的油石夹座(1)的上侧面设有安装腰型槽和定位槽。
技术总结
本技术的名称为一种油石夹工装。属于轴承超精工序工装技术领域。它主要是解决目前轴承超精工序油石夹磨损后,油石松动、断裂、掉落、无法自动补给的问题。它的主要特征是:包括油石夹座、弹簧、第一夹紧块和第二夹紧块;所述油石夹座的底面中心设有纵向的沉孔;所述沉孔所在的油石夹座底部侧面设有与沉孔贯通的横向矩形孔;所述第一夹紧块和第二夹紧块的相对面均设有与油石配合的凹槽,并装于矩形孔内;所述弹簧装于矩形孔以上的沉孔内。本技术具有结构简单、使用寿命长、工装体积小、便于加工和提高生产效率的特点,主要用于轴承超精工序油石的固定。
技术研发人员:耿俊,张丽冰
受保护的技术使用者:襄阳汽车轴承股份有限公司
技术研发日:20230428
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!