电机轴心磨削加工用夹持装置的制作方法
本技术涉及夹持装置,更具体地说,本技术涉及电机轴心磨削加工用夹持装置。
背景技术:
1、电机轴心是电机的重要组成部分之一,为了使电机轴心输出较为稳定,在生产时,需要将电机轴心的外表面进行精密的磨削加工,目前,常使用的电机轴心磨削装置为外圆磨床,而且,外圆磨床常通过定位装置搭配鸡心夹将电机轴心定位,但是,鸡心夹安装在电机轴表面后,会遮挡电机轴心的一部分,需要将电机轴心先后从鸡心夹和外圆磨床的定位装置上拆卸,并将电机轴心翻转,再重新进行定位,才能对电机轴心整体进行磨削加工,如此装夹较为费时费力。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型的实施例提供电机轴心磨削加工用夹持装置,以解决心夹安装在电机轴表面后,会遮挡电机轴心的一部分,需要将电机轴心先后从鸡心夹和外圆磨床的定位装置上拆卸,并将电机轴心翻转,再重新进行定位,才能对电机轴心整体进行磨削加工,如此装夹较为费时费力的问题。
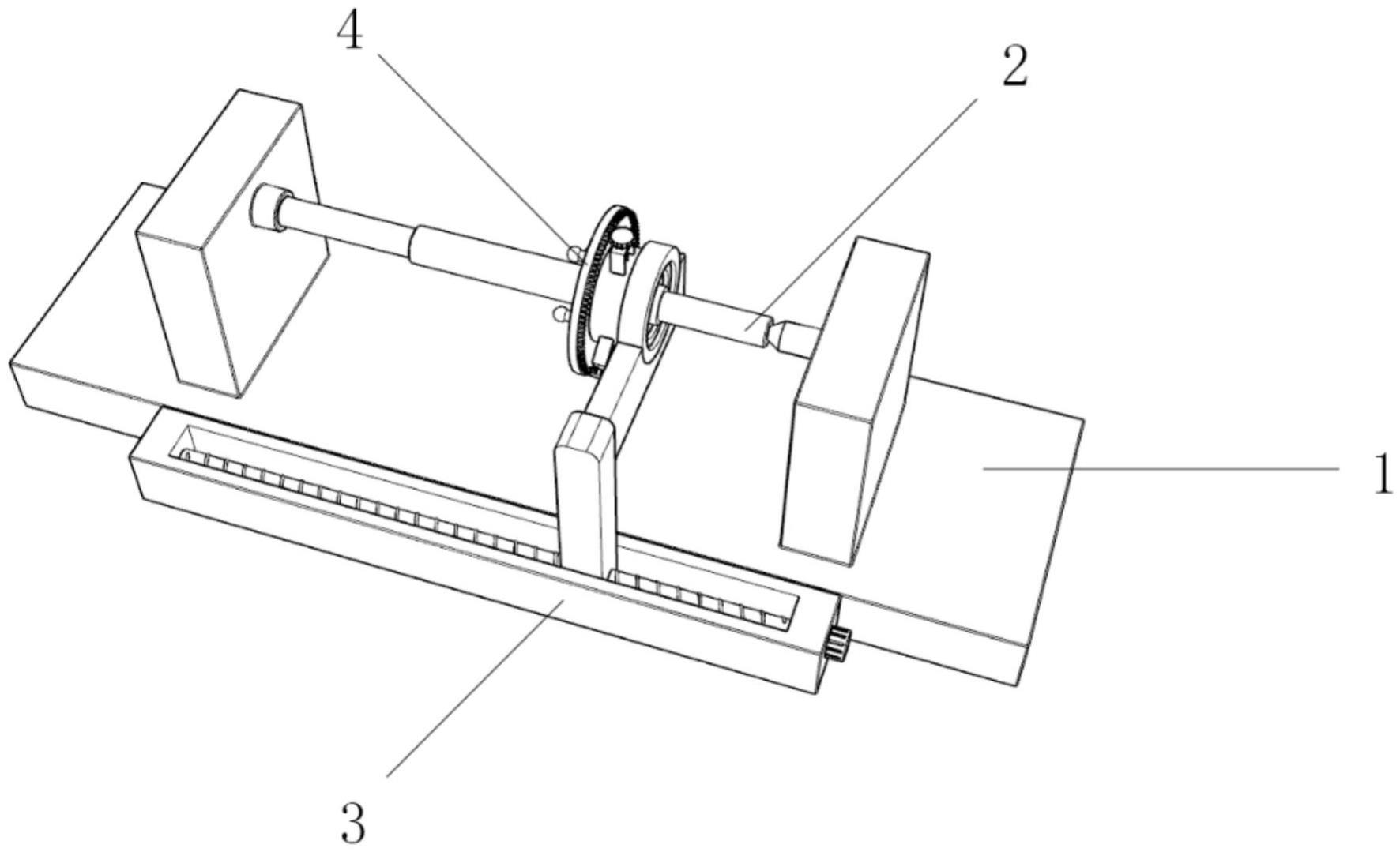
2、为解决上述技术问题,本实用新型提供如下技术方案:电机轴心磨削加工用夹持装置,包括外圆磨定位装置和电机轴心,所述外圆磨定位装置底部的前侧固定安装有移动组件,所述移动组件的顶部固定安装有夹具组件。
3、其中,所述移动组件包括滑架,所述滑架的右侧固定安装有驱动装置,所述驱动装置的中部固定安装有螺纹杆一,所述螺纹杆一的外表面螺纹安装有螺纹架,所述螺纹架的顶部固定安装有托架。
4、其中,所述滑架的尾侧固定安装在外圆磨定位装置底部的前侧,所述螺纹杆一的左端转动安装在滑架的左侧,所述螺纹架的底部活动套接在滑架的内表面。
5、其中,所述夹具组件包括托环,所述托环的内表面设置有若干个滚珠,所述托环的内表面转动安装有夹架,所述夹架的外表面固定安装有装夹组件,所述夹架的左侧固定安装有扶把。
6、其中,所述托环的底部外表面固定安装在托架的内表面,所述滚珠设置在托环与夹架之间,所述扶把的数量为四个,四个所述扶把等间距圆周设置在夹架的左侧。
7、其中,所述装夹组件包括转架,所述转架的中部转动安装有螺纹杆二,所述螺纹杆二的顶端固定安装有齿轮,所述齿轮的外表面啮合安装有齿盘,所述螺纹杆二的外表面螺纹安装有螺纹定位管,所述螺纹定位管的左右两侧均固定安装有限位架,所述转架的底部固定安装在夹架的外表面,所述齿盘转动安装在夹架的内表面,所述限位架的形状设置为c字型结构,所述限位架的外表面活动套接在夹架的内表面,所述螺纹定位管的数量为三个,三个所述螺纹定位管等间距圆周设置在夹架的内表面。
8、本实用新型的上述技术方案的有益效果如下:
9、上述方案中,在外圆磨床完成对电机轴心的一侧表面磨削加工后,先解除夹具组件对电机轴心的夹持定位,接着通过驱动装置驱动螺纹杆一在滑架内转动,使螺纹杆一螺纹传动螺纹架水平直线移动,将夹具组件移动至电机轴心已加工完成的一侧,然后夹具组件再对电机轴心进行夹持定位,由外圆磨床对电机轴心的另一侧进行磨削加工即可,利用上述结构,可将夹具组件在电机轴心的两侧水平移动,调节夹具组件的位置,无需将电机轴心多次拆装并翻转,即可对电机轴心整体进行磨削加工,提高了装置整体装夹的便捷性,较为省时省力;
10、工作人员手扶扶把,并通过转动装夹组件,使装夹组件啮合传动齿轮,由齿轮转动,带动螺纹杆二在转架上自转,从而螺纹杆二螺纹传动螺纹定位管、限位架向夹架内或向夹架外滑动,进而夹持定位电机轴心或解除对电机轴心的夹持定位,利用上述结构,通过转动装夹组件,可同时传动三个限位架将电机轴心夹紧定位或解除定位,无需分别操作,进一步提高了装置整体装夹的便捷性。
技术特征:
1.电机轴心磨削加工用夹持装置,包括外圆磨定位装置(1)和电机轴心(2),其特征在于,所述外圆磨定位装置(1)底部的前侧固定安装有移动组件(3),所述移动组件(3)的顶部固定安装有夹具组件(4);
2.根据权利要求1所述的电机轴心磨削加工用夹持装置,其特征在于,所述滑架(31)的尾侧固定安装在外圆磨定位装置(1)底部的前侧,所述螺纹杆一(33)的左端转动安装在滑架(31)的左侧,所述螺纹架(34)的底部活动套接在滑架(31)的内表面。
3.根据权利要求1所述的电机轴心磨削加工用夹持装置,其特征在于,所述夹具组件(4)包括托环(41),所述托环(41)的内表面设置有若干个滚珠(42),所述托环(41)的内表面转动安装有夹架(43),所述夹架(43)的外表面固定安装有装夹组件(44),所述夹架(43)的左侧固定安装有扶把(45)。
4.根据权利要求3所述的电机轴心磨削加工用夹持装置,其特征在于,所述托环(41)的底部外表面固定安装在托架(35)的内表面,所述滚珠(42)设置在托环(41)与夹架(43)之间,所述扶把(45)的数量为四个,四个所述扶把(45)等间距圆周设置在夹架(43)的左侧。
5.根据权利要求3所述的电机轴心磨削加工用夹持装置,其特征在于,所述装夹组件(44)包括转架(441),所述转架(441)的中部转动安装有螺纹杆二(442),所述螺纹杆二(442)的顶端固定安装有齿轮(443),所述齿轮(443)的外表面啮合安装有齿盘(444),所述螺纹杆二(442)的外表面螺纹安装有螺纹定位管(445),所述螺纹定位管(445)的左右两侧均固定安装有限位架(446),所述转架(441)的底部固定安装在夹架(43)的外表面,所述齿盘(444)转动安装在夹架(43)的内表面,所述限位架(446)的形状设置为c字型结构,所述限位架(446)的外表面活动套接在夹架(43)的内表面,所述螺纹定位管(445)的数量为三个,三个所述螺纹定位管(445)等间距圆周设置在夹架(43)的内表面。
技术总结
本技术公开了电机轴心磨削加工用夹持装置,包括外圆磨定位装置和电机轴心,所述外圆磨定位装置底部的前侧固定安装有移动组件,所述移动组件的顶部固定安装有夹具组件。上述方案中,在外圆磨床完成对电机轴心的一侧表面磨削加工后,先解除夹具组件对电机轴心的夹持定位,接着使螺纹杆一螺纹传动螺纹架水平直线移动,将夹具组件移动至电机轴心已加工完成的一侧,然后夹具组件再对电机轴心进行夹持定位,由外圆磨床对电机轴心的另一侧进行磨削加工即可,利用上述结构,可将夹具组件在电机轴心的两侧水平移动,调节夹具组件的位置,无需将电机轴心多次拆装并翻转,即可对电机轴心整体进行磨削加工,提高了装置整体装夹的便捷性,较为省时省力。
技术研发人员:孙元祥
受保护的技术使用者:苏州津中前精密五金有限公司
技术研发日:20230504
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!