一种精铁铸件快速冷却装置的制作方法
本技术涉及冷却装置,具体为一种精铁铸件快速冷却装置。
背景技术:
1、铸件是用各种铸造方法获得的金属成型物件,即把冶炼好的液态金属,用浇注、压射、吸入或其它浇铸方法注入预先准备好的铸型中,冷却后经打磨等后续加工手段后,所得到的具有一定形状,尺寸和性能的物件,铁铸件泛指用铁铸造的物件,是最常用的金属,铁铸件的冷却过程就需要用到冷却装置。
2、铁铸件的冷却分为多种,喷雾、风吹、浸液等均为其冷却的手段,本实用新型针对的为浸液过程中的出现的技术问题,目前,现有的铁铸件冷却装置存在需要手动将铁铸件从冷却液中取出,较为不便,因此提出一种精铁铸件快速冷却装置来解决此问题。
技术实现思路
1、本实用新型的目的在于提供一种精铁铸件快速冷却装置,以解决上述背景技术中提出的问题。
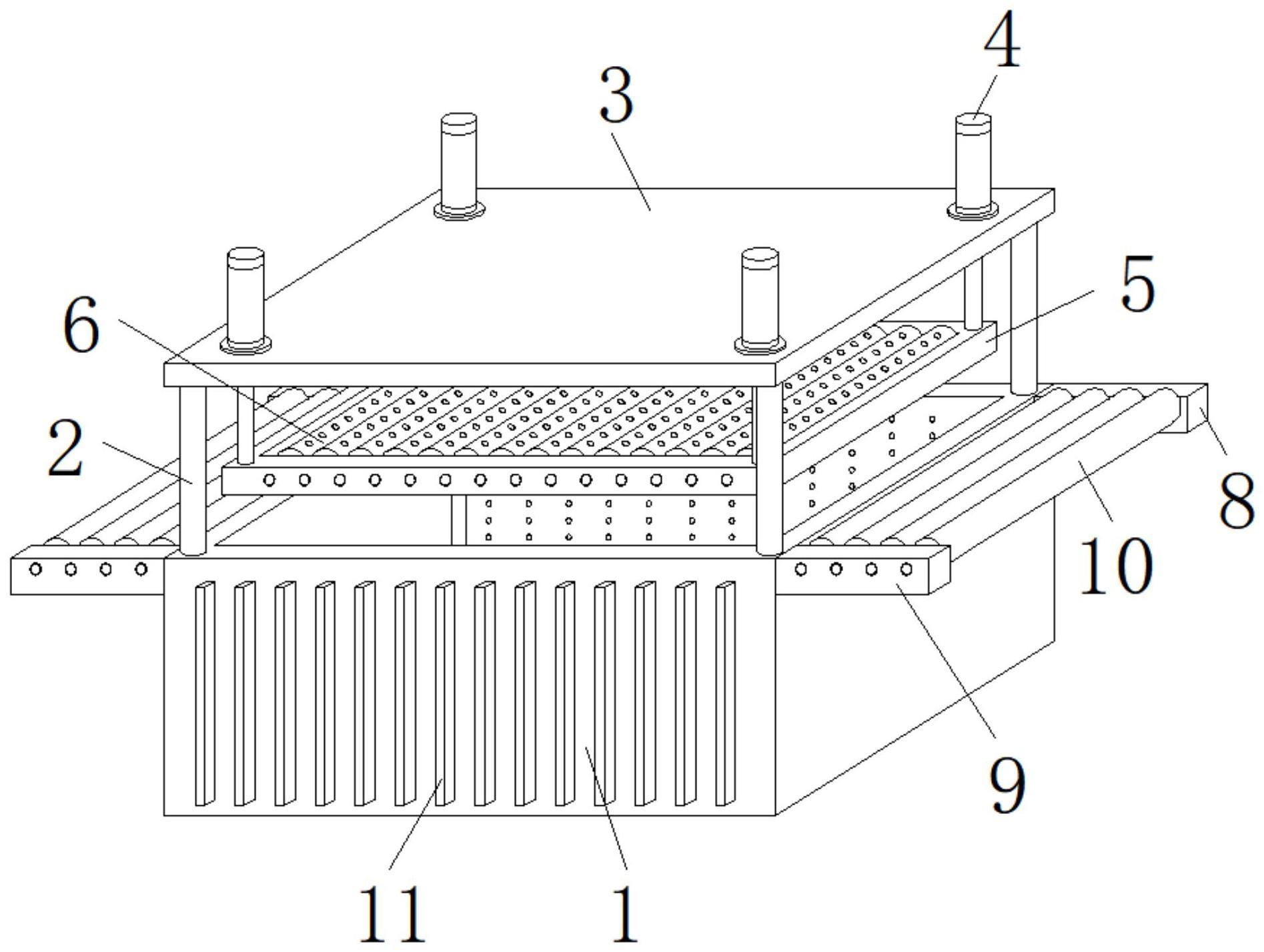
2、为实现上述目的,本实用新型提供如下技术方案:一种精铁铸件快速冷却装置,包括冷却箱,所述冷却箱的顶部焊接有固定柱,所述固定柱的顶部焊接有顶板,所述顶板的顶部通过螺栓固定连接有液压缸,所述液压缸通过其一侧的输出端固定连接有升降框,所述升降框的一侧内壁上转动连接有转辊,所述转辊的一侧外壁上开设有通孔,所述冷却箱的一侧外壁上通过螺栓固定连接有第一支撑板和第二支撑板,所述第一支撑板位于第二支撑板的一侧,且第一支撑板和第二支撑板之间转动连接有输送辊,所述冷却箱相邻于第一支撑板的一侧外壁上嵌入有散热鳍片,所述散热鳍片的一侧外壁上开设有穿孔,所述冷却箱的一侧外壁上靠近穿孔的一侧位置处开设有凹孔。
3、与现有技术相比,本实用新型的有益效果是:该精铁铸件快速冷却装置,通过升降框在冷却箱内的升降,可以实现精铁铸件浸入冷却液和取出冷却液,简单便捷,需要人工手动的取出,并且,通过转辊和输送辊的转动,实现精铁铸件便捷的上下料,只需横向推动即可,无需搬运,通过冷却液进入散热鳍片,提高散热鳍片与冷却液的接触面积,提高散热鳍片的散热能力,实现精铁铸件的快速冷却。
技术特征:
1.一种精铁铸件快速冷却装置,包括冷却箱(1),其特征在于:所述冷却箱(1)的顶部焊接有固定柱(2),所述固定柱(2)的顶部焊接有顶板(3),所述顶板(3)的顶部通过螺栓固定连接有液压缸(4),所述液压缸(4)通过其一侧的输出端固定连接有升降框(5),所述升降框(5)的一侧内壁上转动连接有转辊(6),所述转辊(6)的一侧外壁上开设有通孔(7),所述冷却箱(1)的一侧外壁上通过螺栓固定连接有第一支撑板(8)和第二支撑板(9),所述第一支撑板(8)位于第二支撑板(9)的一侧,且第一支撑板(8)和第二支撑板(9)之间转动连接有输送辊(10),所述冷却箱(1)相邻于第一支撑板(8)的一侧外壁上嵌入有散热鳍片(11),所述散热鳍片(11)的一侧外壁上开设有穿孔(12),所述冷却箱(1)的一侧外壁上靠近穿孔(12)的一侧位置处开设有凹孔(13)。
2.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述液压缸(4)共设置有四个,且四个液压缸(4)对称设置在顶板(3)的顶部。
3.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述升降框(5)的横截面为矩形框式结构。
4.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述通孔(7)贯穿通过转辊(6)。
5.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述第一支撑板(8)和第二支撑板(9)处于同一水平面上。
6.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述穿孔(12)和凹孔(13)相连通。
7.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述升降框(5)的横截面面积小于冷却箱(1)的横截面面积。
8.根据权利要求1所述的一种精铁铸件快速冷却装置,其特征在于:所述冷却箱(1)和散热鳍片(11)均采用铝合金材料制成。
技术总结
本技术公开了一种精铁铸件快速冷却装置,包括冷却箱,所述冷却箱的顶部焊接有固定柱,所述固定柱的顶部焊接有顶板,所述顶板的顶部通过螺栓固定连接有液压缸,所述液压缸通过其一侧的输出端固定连接有升降框,所述升降框的一侧内壁上转动连接有转辊,所述转辊的一侧外壁上开设有通孔,所述冷却箱的一侧外壁上通过螺栓固定连接有第一支撑板和第二支撑板,所述第一支撑板位于第二支撑板的一侧。该精铁铸件快速冷却装置,通过升降框在冷却箱内的升降,可以实现精铁铸件浸入冷却液和取出冷却液,简单便捷,需要人工手动的取出,并且,通过转辊和输送辊的转动,实现精铁铸件便捷的上下料,只需横向推动即可,无需搬运。
技术研发人员:潘家金,潘家雷,潘家霞,李阳,郑园园,王明
受保护的技术使用者:太谷县恒瑞工贸有限公司
技术研发日:20230510
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!