冷却喷嘴角度调整系统的制作方法
本技术涉及对工件进行磨削时的冷却,更具体地,涉及一种用于对冷却喷嘴的安装角度进行调整的冷却喷嘴角度调整系统,该冷却喷嘴用于在磨削工件时进行冷却。
背景技术:
1、燃气轮机叶片是燃气轮机的重要部件。在使用砂轮对燃气轮机叶片进行磨削过程中,需要使用冷却喷嘴对叶片的加工面进行冷却。为了实现良好的冷却效果,需要调整喷嘴角度以使其对准加工面。但在叶片的磨削过程中,由于叶片与冷却喷嘴之间的相对移动,在喷嘴角度对准加工面时可能发生冷却喷嘴与叶片的碰撞,造成叶片报废和口部断裂,或者在喷嘴角度未对准加工面时容易造成叶片冷却不足,从而使叶片出现裂纹的危险。
2、因此,需要对冷却喷嘴的安装进行改进,以使冷却喷嘴能够安装在适当的角度,该角度能够确保冷却喷嘴对诸如叶片的工件提供足够的冷却同时还能够保证工件的安全。
技术实现思路
1、本技术鉴于上述问题而提出,本技术的主要目的在于提供一种冷却喷嘴角度调整系统,以至少解决现有技术中难以确定合适的冷却喷嘴的安装角度以在确保冷却喷嘴对工件提供足够的冷却同时还能够保证工件的安全的技术问题。
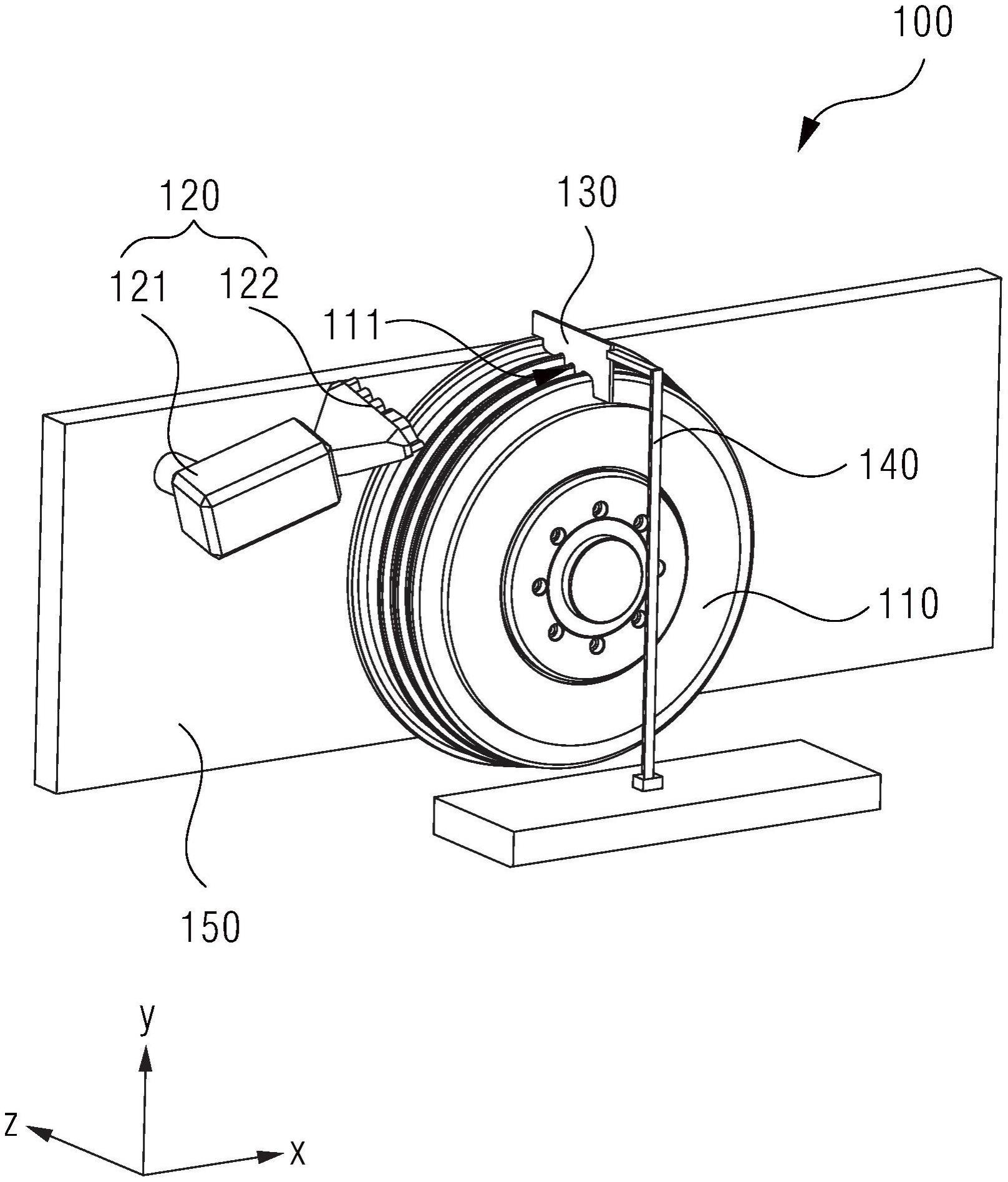
2、为了实现上述目的,根据本技术的一个方面,提供了一种冷却喷嘴角度调整系统,用于调整冷却喷嘴的安装角度,所述冷却喷嘴用于在用砂轮磨削工件时进行冷却,其特征在于,所述冷却喷嘴角度调整系统包括:砂轮,被配置为能够围绕位于所述砂轮的中心的第一旋转轴在第一平面内旋转;冷却喷嘴,包括头部和尾部,所述尾部上设有用于喷射冷却液的开口,所述尾部能够围绕位于所述头部的第二旋转轴在与所述第一平面平行的平面内旋转,所述第一旋转轴平行于所述第二旋转轴,且所述第一旋转轴与所述第二旋转轴经由固定支架连接使得所述头部距所述砂轮的末端为固定距离并且所述砂轮和所述冷却喷嘴能够作为整体在第一方向上移动;仿形样片,所述仿形样片的至少一部分表面的形状与所述工件的至少一部分表面的形状相同;夹具,用于保持仿形样片以使所述仿形样片的所述至少一部分表面处于与所述砂轮的末端接触的初始位置,所述夹具能够被驱动以带动所述仿形样片从所述初始位置开始进行第二方向上的平移运动,所述第一方向和所述第二方向彼此垂直且各自平行于所述第一平面,所述仿形样片所处的所述初始位置与磨削所述工件时所述工件所处的初始位置相同,且所述仿形样片的所述平移运动与磨削所述工件时所述工件进行的平移运动相同;所述冷却喷嘴的安装角度指从所述冷却喷嘴的头部到尾部的连线相对于第二方向的角度,所述尾部能够在与所述仿形样片接触的第一位置和不与所述仿形样片接触的第二位置之间移动以调整所述安装角度,调整后的安装角度作为在对所述工件进行磨削时的所述冷却喷嘴的安装角度。
3、进一步地,根据本技术的一个实施例,所述第一方向是竖直方向,所述第二方向是水平方向,并且所述第一平面是竖直平面。
4、进一步地,根据本技术的一个实施例,当所述第一位置是不高于所述砂轮的末端的位置时,所述第二位置是比所述末端高的位置;而当所述第一位置是不低于所述砂轮的末端的位置时,所述第二位置是比所述末端低的位置。
5、进一步地,根据本技术的一个实施例,所述砂轮的末端是所述砂轮的顶端或底端,当所述砂轮的末端是所述砂轮的顶端时,所述仿形样片的所述至少一部分表面是所述仿形样片的下表面,且所述冷却喷嘴的所述头部在所述竖直方向上低于所述砂轮的顶端;当所述砂轮的末端是所述砂轮的底端时,所述仿形样片的所述至少一部分表面是所述仿形样片的上表面,且所述冷却喷嘴的所述头部在所述竖直方向上高于所述砂轮的底端。
6、进一步地,根据本技术的一个实施例,所述砂轮包括第一砂轮和第二砂轮,所述第一砂轮位于所述第二砂轮上方,所述第一砂轮的末端是所述第一砂轮的顶端,并且所述第二砂轮的末端是所述第二砂轮的底端;所述仿形样片包括第一仿形样片和第二仿形样片,所述第一仿形样片的下表面的形状与工件的至少一部分的下表面的形状相同,所述第一仿形样片的下表面通过夹具而处于与所述第一砂轮的顶端接触的第一初始位置,所述第二仿形样片的上表面的形状与工件的至少一部分的上表面的形状相同,所述第二仿形样片的上表面通过夹具而处于与所述第二砂轮的底端接触的第二初始位置,所述第一初始位置与磨削所述工件的下表面时所述工件所处的初始位置相同,所述第二初始位置与磨削所述工件的上表面时所述工件所处的所述初始位置相同;所述冷却喷嘴包括第一冷却喷嘴和第二冷却喷嘴,所述第一冷却喷嘴的头部低于所述第一砂轮的顶端以用于在磨削所述工件时冷却所述工件的下表面,所述第二冷却喷嘴的头部高于所述第二砂轮的底端以用于在磨削所述工件时冷却所述工件的上表面。
7、进一步地,根据本技术的一个实施例,所述冷却喷嘴在调整前具有初始安装角度,在所述初始安装角度下,所述冷却喷嘴的尾部靠近所述头部与所述砂轮的末端的连线。
8、进一步地,根据本技术的一个实施例,所述工件是燃气轮机的叶片。
9、进一步地,根据本技术的一个实施例,所述工件的至少一部分表面是所述叶片的叶根的上表面或下表面。
10、进一步地,根据本技术的一个实施例,所述夹具设置在机床上,所述机床进行平移运动以驱动所述夹具进行所述平移运动。
11、进一步地,根据本技术的一个实施例,所述冷却喷嘴角度调整系统还包括:仿形样片设计设备,被配置为基于所述工件的三维尺寸数据来生成所述仿形样片的尺寸数据。
12、在本技术实施例中,提供了一种冷却喷嘴角度调整系统,用于调整冷却喷嘴的安装角度,所述冷却喷嘴用于在磨削工件时进行冷却,其特征在于,所述冷却喷嘴角度调整系统包括:砂轮,被配置为能够围绕位于所述砂轮的中心的第一旋转轴在第一平面内旋转,以利用所述砂轮的末端对所述工件进行磨削;冷却喷嘴,包括头部和尾部,所述尾部上设有用于喷射冷却液的开口,所述尾部能够围绕位于所述头部的第二旋转轴在与所述第一平面平行的平面内旋转,所述第一旋转轴平行于所述第二旋转轴,且所述第一旋转轴与所述第二旋转轴经由固定支架连接使得所述头部距所述砂轮的末端为固定距离并且所述砂轮和所述冷却喷嘴能够作为整体在第一方向上移动,所述固定距离包括第一方向上的第一距离和第二方向上的第二距离,所述第一方向和所述第二方向均平行于所述第一平面;仿形样片,所述仿形样片的至少一部分表面的形状与所述工件的至少一部分表面的形状相同;夹具,用于保持仿形样片以使所述仿形样片的所述至少一部分表面处于与所述砂轮的末端接触的初始位置,所述夹具能够被驱动以带动所述仿形样片从所述初始位置开始进行第二方向上的平移运动,所述仿形样片所处的所述初始位置与磨削所述工件时所述工件所处的初始位置相同,且所述仿形样片的所述平移运动与磨削所述工件时所述工件进行的平移运动相同;所述冷却喷嘴的安装角度指从所述冷却喷嘴的头部到尾部的连线相对于第二方向的角度,所述尾部能够在第一位置与第二位置之间移动以调整所述安装角度,调整后的安装角度作为在对所述工件进行磨削时的所述冷却喷嘴的安装角度,以至少解决现有技术中难以确定合适的冷却喷嘴的安装角度以在确保冷却喷嘴对工件提供足够的冷却同时还能够保证工件的安全的问题,从而实现在磨削工件前预先确定合适的冷却喷嘴的安装角度,从而在磨削工件时确保冷却喷嘴对工件提供足够的冷却同时还能够保证工件的安全的效果。
- 还没有人留言评论。精彩留言会获得点赞!