粉末注射成型的镶嵌件整形工装的制作方法
本技术属于整形工装,具体涉及粉末注射成型的镶嵌件整形工装。
背景技术:
1、镶嵌件整形工装目前采用的注射成型,目前市场上的最终成品合格率极低,因此生产成本较高,行业内针对该问题,会对工件进行整形预处理,但根据不同的产品,整形处理的方式不同,通常情况下,对于小微型产品采用气动挤压与工装方式整形,大中型产品采用液压机搭配工装整形矫正,对于某些产品还需要批量人工修搓,但人工处理费时费力,良品率无法保证。
技术实现思路
1、本实用新型的目的在于提供粉末注射成型的镶嵌件整形工装,以解决上述背景技术中提出的注射成型的最终成品合格率极低,因此生产成本较高,某些产品还需要批量人工修搓,但人工处理费时费力,良品率无法保证的问题。
2、为实现上述目的,本实用新型提供如下技术方案:粉末注射成型的镶嵌件整形工装,包括下模盖板,所述下模盖板的顶端安装有下端下模固定板,所述下端下模固定板的顶端安装有嵌件组件,所述嵌件组件包括安装于下端下模固定板顶端的外形嵌件组和内撑嵌件组。
3、优选的,所述下端下模固定板的顶端安装有上端下模固定板,所述上端下模固定板的顶端安装有固定框。
4、优选的,所述内撑嵌件组安装于固定框的一侧,所述外形嵌件组安装于内撑嵌件组的一侧。
5、优选的,所述上端下模固定板的顶端安装有后侧滑块铲基、前端滑块铲基和侧边滑块铲基。
6、优选的,所述下端下模固定板的顶端安装有下模板,所述下模板的顶端安装于上模板,所述上模板的顶端安装有上模盖板。
7、优选的,所述下端下模固定板的开口内部安装有弹簧,所述弹簧穿过上端下模固定板、下模板和上模板表面的通孔,所述下模盖板和上模盖板之间安装有螺栓。
8、与现有技术相比,本实用新型的有益效果是:
9、(1)本实用新型设置了嵌件组件,由液压机提供压力,在室温下,利用安装在液压机上的模具对工件施加压力,使其产生塑性变形,通过计算变形量达到整形合格。
10、(2)本实用新型设置了滑块铲基,够通过挤压方式使零件尺寸规整,连接螺栓、导柱导套等标准件;由螺栓连接构成,中间放置弹簧,对整形工装进行状态回位。
技术特征:
1.粉末注射成型的镶嵌件整形工装,其特征在于:包括下模盖板(6),所述下模盖板(6)的顶端安装有下端下模固定板(5),所述下端下模固定板(5)的顶端安装有嵌件组件,所述嵌件组件包括安装于下端下模固定板(5)顶端的外形嵌件组(8)和内撑嵌件组(10)。
2.根据权利要求1所述的粉末注射成型的镶嵌件整形工装,其特征在于:所述下端下模固定板(5)的顶端安装有上端下模固定板(4),所述上端下模固定板(4)的顶端安装有固定框(12)。
3.根据权利要求2所述的粉末注射成型的镶嵌件整形工装,其特征在于:所述内撑嵌件组(10)安装于固定框(12)的一侧,所述外形嵌件组(8)安装于内撑嵌件组(10)的一侧。
4.根据权利要求3所述的粉末注射成型的镶嵌件整形工装,其特征在于:所述上端下模固定板(4)的顶端安装有后侧滑块铲基(11)、前端滑块铲基(9)和侧边滑块铲基(7)。
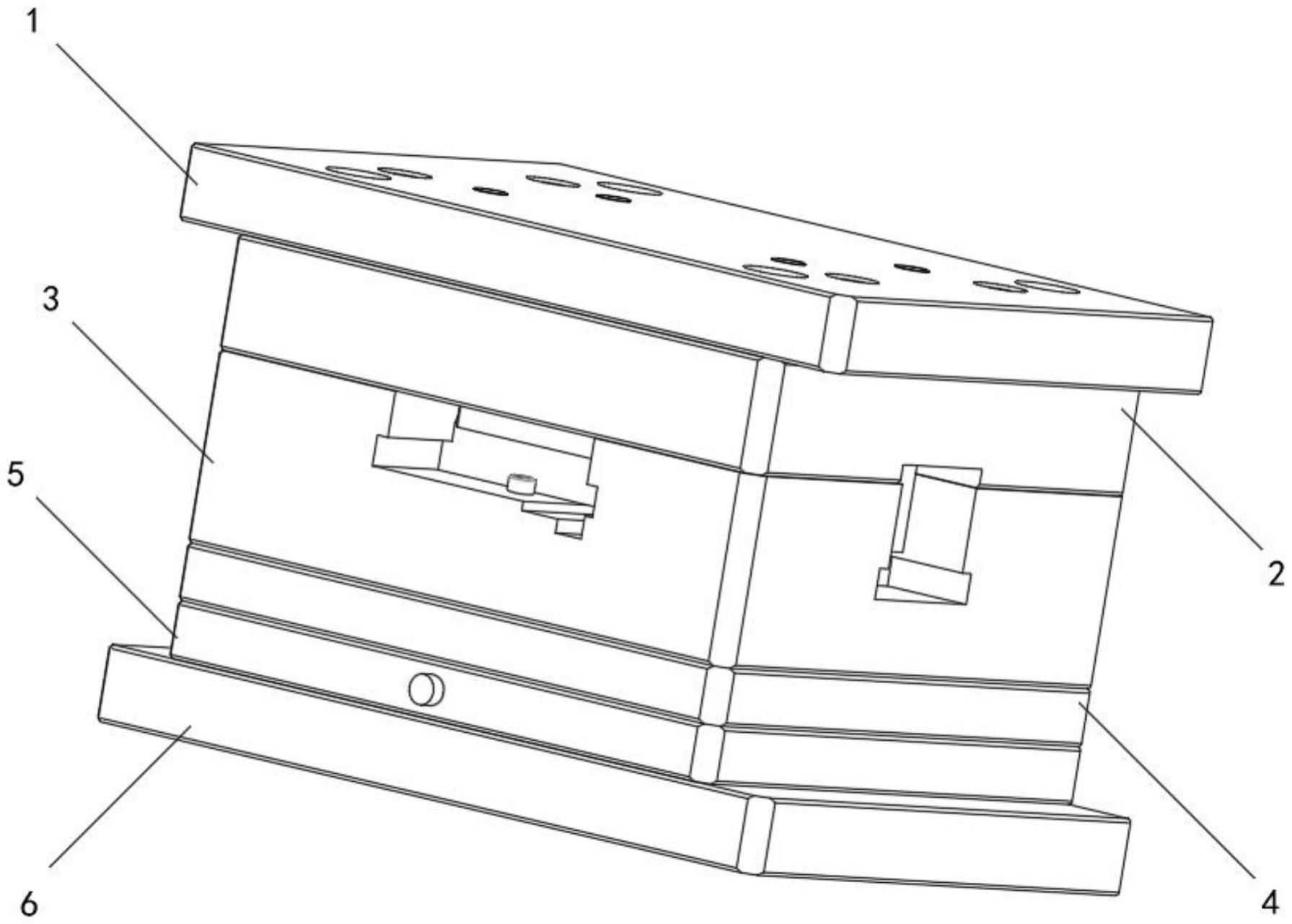
5.根据权利要求4所述的粉末注射成型的镶嵌件整形工装,其特征在于:所述下端下模固定板(5)的顶端安装有下模板(3),所述下模板(3)的顶端安装于上模板(2),所述上模板(2)的顶端安装有上模盖板(1)。
6.根据权利要求5所述的粉末注射成型的镶嵌件整形工装,其特征在于:所述下端下模固定板(5)的开口内部安装有弹簧(13),所述弹簧(13)穿过上端下模固定板(4)、下模板(3)和上模板(2)表面的通孔,所述下模盖板(6)和上模盖板(1)之间安装有螺栓(14)。
技术总结
本技术属于整形工装技术领域,且公开了粉末注射成型的镶嵌件整形工装,包括下模盖板,所述下模盖板的顶端安装有下端下模固定板,所述下端下模固定板的顶端安装有嵌件组件,所述嵌件组件包括安装于下端下模固定板顶端的外形嵌件组和内撑嵌件组,本技术设置了嵌件组件,因烧结后工件尺寸变形不可控,整形工装能够通过挤压方式使零件尺寸规整,由螺栓连接构成,中间放置弹簧,对整形工装进行状态回位,由液压机提供压力,在室温下,利用安装在液压机上的模具对工件施加压力,使其产生塑性变形,通过计算变形量达到整形合格,减少了生产过程中出现的批量产品不良,相对于人工矫正,能根据产品状态及时修整尺寸。
技术研发人员:惠继恒,刘帆,邱建春
受保护的技术使用者:重庆建设昊方精密制造有限公司
技术研发日:20230518
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!