一种航空发动机高压涡轮叶片磨削固定夹具的制作方法
本技术涉及一种磨削固定工装,特别是一种航空发动机高压涡轮叶片磨削固定夹具。
背景技术:
1、航空发动机高压涡轮叶片的结构简图如说明书附图7所示,主要由底部的不规则安装头和顶部的叶片组成,而顶端的叶片对于加工的精度要求极高,其中最主要是叶片各区域的厚薄度,需要严格按照设计要求进行加工,但由于顶部的叶片在铸造时会存在一定的工差,因此,整个叶片在铸造完成之后,还需要对顶端的叶片进行磨削,使每一个叶片均与设计尺寸一致。
2、现目前的航空发动机高压涡轮叶片的磨削主要由六坐标联动数控砂带磨装置来完成,通过将航空发动机高压涡轮叶片固定在磨削装置的固定工装上之后,由设备进行全自动磨削加工。
3、而传统的航空发动机高压涡轮叶片磨削加工中存在的主要问题是:由于航空发动机高压涡轮叶片的安装头也是铸造件,表面并不光滑,加上其形状是异形,因此,传统的固定工装在固定不同的航空发动机高压涡轮叶片的时候,叶片的轴向偏移角度存在细微的偏差,而这些细微的偏差最终导致的结果就是每个叶片磨削后的尺寸偏差,从而影响整个航空发动机高压涡轮的质量;另外,现有的固定工装在夹持的过程中,存在夹持面不严实的问题,容易造成加工过程中叶片因外力干扰而偏移,最终造成磨削精度的不足。
4、为提高航空发动机高压涡轮叶片的磨削加工精度,有必要对磨削的固定工装进行改进。
技术实现思路
1、本实用新型的目的在于,提供一种航空发动机高压涡轮叶片磨削固定夹具。本实用新型的固定工装具有叶片定位精度高,夹持牢固度强,磨削加工后产品品质好的特点;此外,本实用新型的固定工装具有结构简单,设计合理,操作灵活的特点。
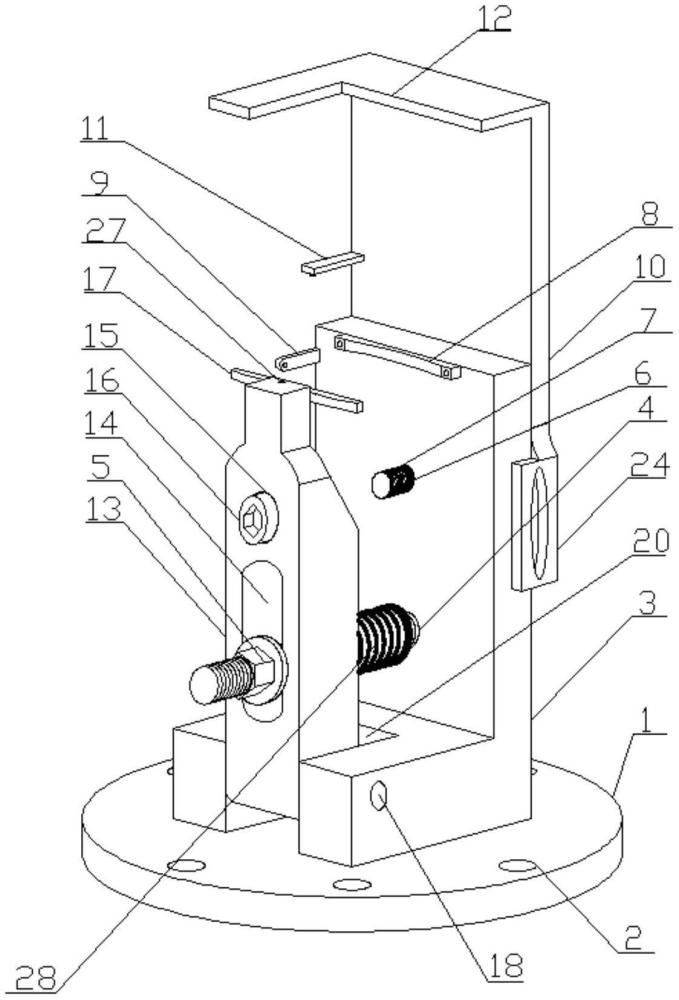
2、本实用新型的技术方案:一种航空发动机高压涡轮叶片磨削固定夹具,包括有工装底座,工装底座上设有安装孔,工装底座上方的一侧设有固定夹持臂,固定夹持臂内侧的下端设有水平的夹持螺杆,夹持螺杆上设有夹持螺帽,夹持螺杆上方的固定夹持臂上设有螺孔一,螺孔一内螺纹连接有定位螺钉一,固定夹持臂顶端的内侧设有第一限位夹板,第一限位夹板侧面的固定夹持臂上设有限位侧板;所述固定夹持臂的上方设有可拆卸限位板,可拆卸限位板的内侧设有上限位板,可拆卸限位板的顶端设有l型限位板;所述固定夹持臂的一侧经转轴一连接有活动夹持臂,活动夹持臂沿纵向设有与所述夹持螺杆配合的孔槽,孔槽上方设有螺孔二,螺孔二内螺纹连接有定位螺钉二,活动夹持臂顶端的内侧设有第二限位夹板。
3、本方案是以固定夹持臂和活动夹持臂作为提供夹持力量的主要部件,并通过固定夹持臂上的可拆卸限位板来对叶片进行限位,在固定夹持的同时,还保证了叶片偏移角度的一致性,定位的精度更高,从而使得整个叶片在加工完成后,具有较高和较统一的产品质量;本方案中最主要的是通过第一限位夹板、限位侧板、上限位板和第二限位夹板来实现对叶片的全方位限位和夹持,夹持和限位位点充分,限位精度能够得到保障,夹持固定的牢固性也较强。
4、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述第一限位夹板两端的内侧、限位侧板端部的内侧、上限位板端部的下侧以及第二限位夹板两端的内侧均设有限位凸起。
5、为了克服因叶片铸造时表面不光滑,夹持面接触不严实而带来的夹持不牢固,加工产生位移的问题;本方案通过在第一限位夹板、限位侧板、上限位板以及第二限位夹板的端部均设置限位凸起,形成六点限位夹持的效果,利用限位凸起与叶片固定的夹持点进行接触,接触性更好,进一步提高了夹持的牢固度。
6、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述限位凸起为圆弧形凸起。而为了避免限位凸起在夹持时对叶片表面造成损伤,将限位凸起设计为圆弧形凸起,设计更为合理。
7、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述所述固定夹持臂呈l型,前端设有u型叉,所述活动夹持臂连接于u型叉内。通过该设计使得整个装置的整体性更好,设计更为合理。
8、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述可拆卸限位板经紧固螺钉活动连接于固定夹持臂的背侧,可拆卸限位板上设有与紧固螺钉配合的通孔,固定夹持臂的背侧设有与紧固螺钉配合的螺孔三。通过固定螺钉进行活动连接,使得结构更加简单,操作更加方便,使用也更加灵活。
9、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述可拆卸限位板下方的两侧设有限位耳,两侧限位耳之间的间距与所述固定夹持臂的宽度一致。本方案通过设置限位耳,能够快速实现可拆卸限位板与固定夹持臂之间的定位,使得可拆卸限位板始终保持在固定的位置,利用固定螺钉即可一次性完成固定和限位,使用更加灵活,操作更加方便。
10、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述活动夹持臂顶端的内侧设有凹坑,第二限位夹板的背侧设有可活动插入凹坑的连接耳,连接耳经转轴二连接于凹坑中。本方案通过将第二限位夹板活动连接于活动夹持臂上,在夹持固定叶片时,第二限位夹板可在一定的角度范围内偏转,以满足不同粗糙程度的夹持面的夹持需求,使得夹持时与夹持点的接触性更强,夹持牢固度更高,使用也更灵活。
11、进一步的方案中,前述的航空发动机高压涡轮叶片磨削固定夹具,所述夹持螺杆上设有压簧。通过压簧的作用,使得固定工装在拆卸时,操作更加方便,使用更加灵活。
12、本实用新型的有益效果:
13、1、本实用新型以固定夹持臂和活动夹持臂作为提供夹持力量的主要部件,并通过固定夹持臂上的可拆卸限位板来对叶片进行限位,在固定夹持的同时,还保证了叶片偏移角度的一致性,定位的精度更高,从而使得整个叶片在加工完成后,具有较高和较统一的产品质量;本实用新型中最主要的是通过第一限位夹板、限位侧板、上限位板和第二限位夹板来实现对叶片的全方位限位和夹持,夹持和限位位点充分,限位精度能够得到保障,夹持固定的牢固性也较强。
14、2、本实用新型通过在第一限位夹板、限位侧板、上限位板以及第二限位夹板的端部均设置限位凸起,形成六点限位夹持的效果,利用限位凸起与叶片固定的夹持点进行接触,接触性更好,进一步提高了夹持的牢固度,克服了因叶片铸造时表面不光滑,夹持面接触不严实而带来的夹持不牢固,加工产生位移的问题。而为了避免限位凸起在夹持时对叶片表面造成损伤,将限位凸起设计为圆弧形凸起,设计更为合理。
15、3、本实用新型通过u型叉设计使得整个装置的整体性更好,设计更为合理。
16、4、本实用新型通过固定螺钉对可拆卸限位板进行活动连接,使得结构更加简单,操作更加方便,使用也更加灵活。而本实用新型通过在可拆卸限位板上设置限位耳,能够快速实现可拆卸限位板与固定夹持臂之间的定位,使得可拆卸限位板始终保持在固定的位置,利用固定螺钉即可一次性完成固定和限位,使用更加灵活,操作更加方便。
17、5、本实用新型通过将第二限位夹板活动连接于活动夹持臂上,在夹持固定叶片时,第二限位夹板可在一定的角度范围内偏转,以满足不同粗糙程度的夹持面的夹持需求,使得夹持时与夹持点的接触性更强,夹持牢固度更高,使用也更灵活。
18、6、本实用新型通过压簧的作用,使得固定工装在拆卸时,操作更加方便,使用更加灵活。
- 还没有人留言评论。精彩留言会获得点赞!