一种水表壳浇铸成型用蜡模树结构的制作方法
本技术属于表壳制造,具体涉及一种水表壳浇铸成型用蜡模树结构。
背景技术:
1、蜡模是一种常用铸造方式,可以用来形成铸件型腔的模样,通过铸件型腔再进行工件浇铸以获得想要的产品。蜡模可以实现铸件的相对较高的精度和形状精度,进而得到广泛的应用。
2、蜡模浇铸在水表壳生产中已经进行使用,如相关技术公开的精铸造不锈钢水表制造方案中,该方案公开的蜡模包括竖直方向延伸的蜡模骨架及设置于蜡模骨架的蜡件,蜡模骨架包括水平延伸的水平部、自水平部向外延伸的模头及至少一个自水平部向竖直方向延伸的竖直部,蜡件包括本体部、自本体部向外延伸的进水口部、自本体部向外延伸的出水口部,蜡件以出水口部朝上、进水口部朝下的方式连接于竖直部的一侧面,蜡件设置连接在竖直部与进水口部之间的第一导引注脚、连接在本体部与竖直部之间的第二导引注脚及连接在出水口部与竖直部之间的第三导引注脚,第一导引注脚、第二导引注脚和第三导引注脚在竖直方向排列并大致以水平方向延伸。在蜡模的外层附着浆料和砂料制成浇筑膜层;将附有浇筑膜层的蜡模进行脱蜡,得到膜壳;对膜壳进行烘烤;在膜壳中注入不锈钢水,冷却成型后,将膜壳去除,得到不锈钢产品。
3、该方案虽然也能实现水表壳浇铸,但是一次成型的产品数量有限,制作的模具一次只能浇铸两个水表壳,对应浇铸模具的浇铸效率低,且对应的蜡件结构在制成浇铸模具后,浇铸过程中浇铸液不能充分快速地流向产品部位,难以保证浇铸效果。
技术实现思路
1、本实用新型针对现有技术存在的不足,提供一种水表壳浇铸成型用蜡模树结构,以解决传统蜡模树制作的浇铸模具成型数量有限及难以保证浇铸质量的问题。
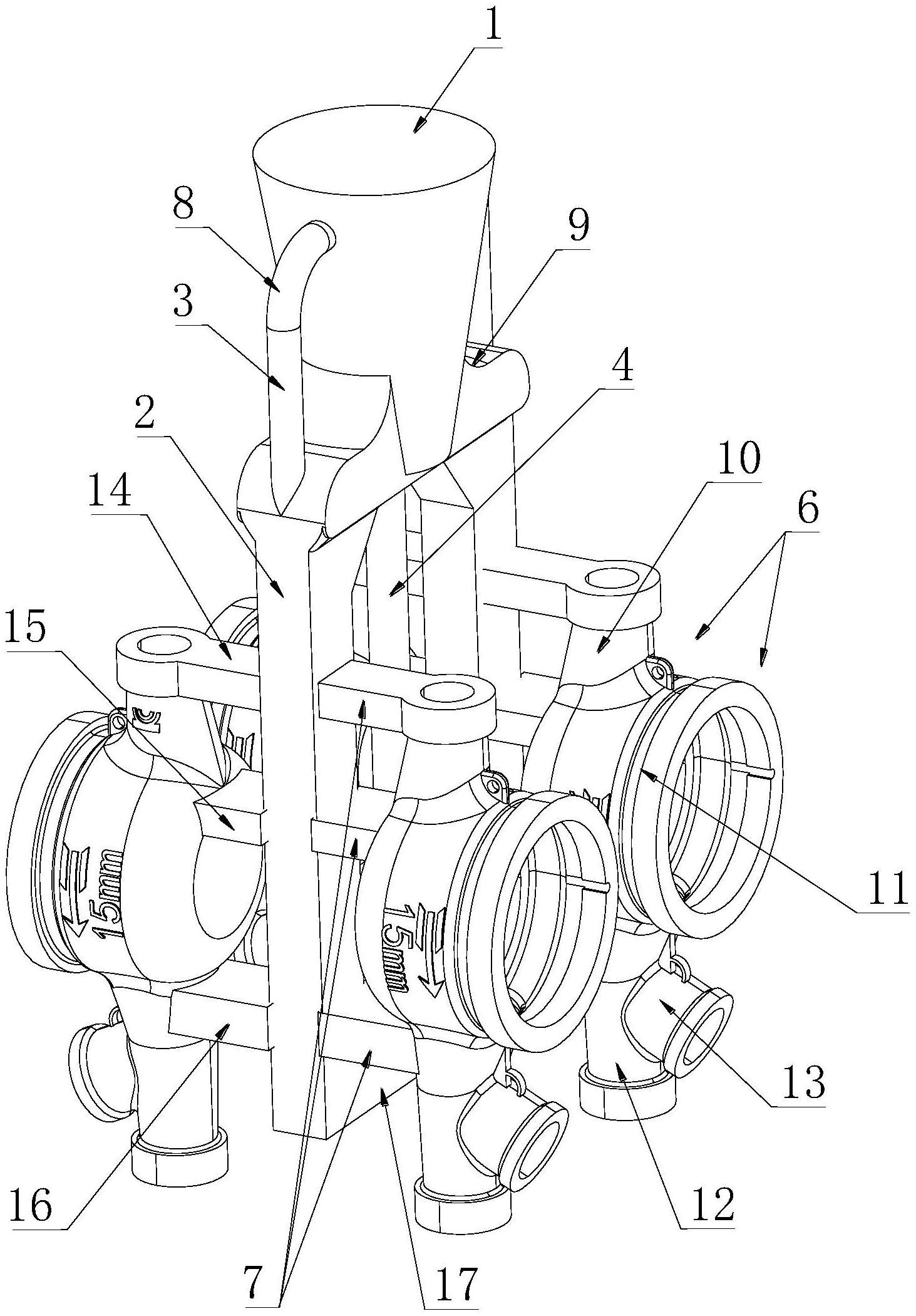
2、本实用新型解决上述技术问题的技术方案如下:一种水表壳浇铸成型用蜡模树结构,包括蜡模浇头部、蜡模通道主干部、蜡模边缘通道部、蜡模中心通道部、蜡模第一贯通部、蜡水表壳件和水表壳浇注流道部;
3、所述蜡模通道主干部形成在所述蜡模浇头部的下端两侧,所述蜡模边缘通道部一端连接在所述蜡模浇头部的上端一侧,所述蜡模边缘通道部另外一端连接在所述蜡模通道主干部的顶端;
4、所述蜡模中心通道部的顶端连接在所述蜡模浇头部的底端,所述蜡模中心通道部的底端连接所述蜡模第一贯通部的中心区域;
5、所述蜡模第一贯通部的两端连接至向下延伸的所述蜡模通道主干部的内侧;所述蜡水表壳件通过所述水表壳浇注流道部连接所述蜡模通道主干部。
6、作为水表壳浇铸成型用蜡模树结构优选方案,所述蜡模浇头部呈圆台状,所述蜡模浇头部的顶端直径大于所述蜡模浇头部的底端直径。
7、作为水表壳浇铸成型用蜡模树结构优选方案,所述蜡模边缘通道部和所述蜡模浇头部水平连接,所述蜡模边缘通道部和所述蜡模通道主干部竖直连接;
8、所述蜡模边缘通道部的形成有圆弧状第一过渡拐角。
9、作为水表壳浇铸成型用蜡模树结构优选方案,所述蜡模通道主干部和所述蜡模浇头部的连接位置形成有圆弧状第二过渡拐角。
10、作为水表壳浇铸成型用蜡模树结构优选方案,所述蜡模通道主干部设有两组,两组所述蜡模通道主干部对称地分布在所述蜡模中心通道部的两侧;
11、所述蜡水表壳件设有四组,每两组所述蜡水表壳件对称地分布在一组所述蜡模通道主干部的两侧。
12、作为水表壳浇铸成型用蜡模树结构优选方案,所述蜡水表壳件包括进水口部、表壳本体部、出水口部和止回口部;所述进水口部连接所述表壳本体部的进口端,所述出水口部连接所述表壳本体部的出口端,所述止回口部连接所述出水口部。
13、作为水表壳浇铸成型用蜡模树结构优选方案,所述水表壳浇注流道部包括第一水表壳浇注流道、第二水表壳浇注流道和第三水表壳浇注流道;
14、所述第一水表壳浇注流道一端连接所述蜡模通道主干部,所述第一水表壳浇注流道另外一端连接所述进水口部;
15、所述第二水表壳浇注流道一端连接所述蜡模通道主干部,所述第二水表壳浇注流道另外一端连接所述表壳本体部;
16、所述第三水表壳浇注流道一端连接所述蜡模通道主干部,所述第三水表壳浇注流道另外一端连接所述出水口部。
17、作为水表壳浇铸成型用蜡模树结构优选方案,两组所述蜡模通道主干部的底端之间还连接有蜡模第二贯通部。
18、本实用新型的有益效果是,设有蜡模浇头部、蜡模通道主干部、蜡模边缘通道部、蜡模中心通道部、蜡模第一贯通部、蜡水表壳件和水表壳浇注流道部;蜡模通道主干部形成在蜡模浇头部的下端两侧,蜡模边缘通道部一端连接在蜡模浇头部的上端一侧,蜡模边缘通道部另外一端连接在蜡模通道主干部的顶端;蜡模中心通道部的顶端连接在蜡模浇头部的底端,蜡模中心通道部的底端连接蜡模第一贯通部的中心区域;蜡模第一贯通部的两端连接至向下延伸的蜡模通道主干部的内侧;蜡水表壳件通过水表壳浇注流道部连接蜡模通道主干部。通过本实用新型制作的水表浇铸模具,一次浇铸数量多,可以达到四件,且浇铸液能够充分快速地流入浇铸产品的位置,浇铸效率高,成品质量好。
技术特征:
1.一种水表壳浇铸成型用蜡模树结构,其特征在于,包括蜡模浇头部(1)、蜡模通道主干部(2)、蜡模边缘通道部(3)、蜡模中心通道部(4)、蜡模第一贯通部(5)、蜡水表壳件(6)和水表壳浇注流道部(7);
2.根据权利要求1所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,所述蜡模浇头部(1)呈圆台状,所述蜡模浇头部(1)的顶端直径大于所述蜡模浇头部(1)的底端直径。
3.根据权利要求1所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,所述蜡模边缘通道部(3)和所述蜡模浇头部(1)水平连接,所述蜡模边缘通道部(3)和所述蜡模通道主干部(2)竖直连接;
4.根据权利要求1所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,所述蜡模通道主干部(2)和所述蜡模浇头部(1)的连接位置形成有圆弧状第二过渡拐角(9)。
5.根据权利要求1所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,所述蜡模通道主干部(2)设有两组,两组所述蜡模通道主干部(2)对称地分布在所述蜡模中心通道部(4)的两侧;
6.根据权利要求5所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,所述蜡水表壳件(6)包括进水口部(10)、表壳本体部(11)、出水口部(12)和止回口部(13);所述进水口部(10)连接所述表壳本体部(11)的进口端,所述出水口部(12)连接所述表壳本体部(11)的出口端,所述止回口部(13)连接所述出水口部(12)。
7.根据权利要求6所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,所述水表壳浇注流道部(7)包括第一水表壳浇注流道(14)、第二水表壳浇注流道(15)和第三水表壳浇注流道(16);
8.根据权利要求5所述的一种水表壳浇铸成型用蜡模树结构,其特征在于,两组所述蜡模通道主干部(2)的底端之间还连接有蜡模第二贯通部(17)。
技术总结
一种水表壳浇铸成型用蜡模树结构,设有蜡模浇头部、蜡模通道主干部、蜡模边缘通道部、蜡模中心通道部、蜡模第一贯通部、蜡水表壳件和水表壳浇注流道部;蜡模通道主干部形成在蜡模浇头部的下端两侧,蜡模边缘通道部一端连接在蜡模浇头部的上端一侧,蜡模边缘通道部另外一端连接在蜡模通道主干部的顶端;蜡模中心通道部的顶端连接在蜡模浇头部的底端,蜡模中心通道部的底端连接蜡模第一贯通部的中心区域;蜡模第一贯通部的两端连接至向下延伸的蜡模通道主干部的内侧;蜡水表壳件通过水表壳浇注流道部连接蜡模通道主干部。通过本技术制作的水表浇铸模具,一次浇铸数量多,且浇铸液能够充分快速地流入浇铸产品的位置,浇铸效率高,成品质量好。
技术研发人员:金相烈,李永男,金在贤,刘书文
受保护的技术使用者:北京鼎沣源祥商贸有限公司
技术研发日:20230619
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!