一种结构强化型压铸压室的制作方法
本技术属于压铸机结构,尤其涉及一种结构强化型压铸压室。
背景技术:
1、压铸机的核心结构之一,就是压射喷头,压射喷头的结构组成主要包括压室、冲头,以及压射杆。其中,压室对接模具,压射杆一端连接动力源、另一端安装冲头,而且压室上还有液态金属进料口。所以,压射喷头的大体使用方法如下:先将冲头退至进料口的远离模具一侧,再添加液态金属,然后启动压射杆,将压室内的液态金属挤出,最终挤入模具内。
2、因此,现有常见的压室结构大体上为一端开口的圆管。例如专利公告号为cn215697857u、公告日为2022.02.01的中国实用新型专利,就公开了一种压铸生产用的压室结构,包括压室和压头,压室内设置有两端均开口的通道,通道的前端设置有尖角,压室的上部开有与通道连通的进液端;压头位于通道的末端,且压头与通道滑动配合,压头上设置有设备压射杆。
3、其中,进液端的靠近模具一侧的液态金属,即可被压头顺利地挤入模具,完成基本的压铸操作。
4、但是,该压室结构在实际使用过程中,存在的最大一个缺陷就是其结构组成为整体式,因此需要相对频繁更换的压室零件就带来了极高的使用成本,这是非常不实际的。
5、所以更进一步的,市面上也出现过分体式的压室结构。例如专利公告号为cn204685989u、公告日为2015.10.07的中国实用新型专利,就公开了一种用于高压铸造的压室,包括可更换的圆筒状内衬,其最大的优点就是:圆筒状内衬可以单独更换,极大地节约了材料,毕竟外衬的更换周期是远大于内衬的,外衬可以长期使用。
6、但是,该分体式压室在实际使用过程中,至少还存在以下2个不足之处,换言之,即为本实用新型所要解决的技术问题:
7、1、其内衬开口、外衬开口之间对齐的方法,靠的是额外单独设置的一个定位销,这增加了压室的零件数量,也会降低压室的结构整体性、稳定性,还会提高压室的拆装操作难度;
8、2、其内衬开口、外衬开口之间的缝隙直接暴露,因此缝隙处相对的容易进入液态金属,最终使得内衬与外衬之间难以分离,这是十分麻烦的。
9、所以综上所述,现在急需一种结构整体性更高、结构稳定性得到进一步强化的新型压室,以用在压铸机上。
技术实现思路
1、本实用新型提供一种结构强化型压铸压室,其能通过在外管上设置外进料口,在内管上设置内进料口,在内、外进料口上设置垫圈和紧固环单元,在外管和内管的液体金属挤出方向后端设置定位环块单元的方式,使得:1、定位环块单元分别与外管和内管一体成型,因此外管和内管的插接、定位操作相对简单方便;2、垫圈自身安装稳固,而且可以完全覆盖开口处一整个的管间缝隙,避免外管和内管之间进入液体金属。
2、本实用新型解决上述问题采用的技术方案是:一种结构强化型压铸压室,包括外管,外进料口,内管,以及内进料口,还包括设置在所述外进料口和内进料口上、并用于覆盖开口处管间缝隙的垫圈,设置在所述外管端面和内管端面上的定位环块单元,以及设置在所述外管外环面上、并用于固定所述垫圈的紧固环单元。
3、进一步优选的技术方案在于:所述垫圈的上下开口形状都为矩形或圆形,上开口的长宽或直径大于下开口。
4、进一步优选的技术方案在于:所述定位环块单元包括设置在所述内管插入安装方向后侧端面上的限位圆环,设置在所述外管端面上的限位块,以及设置在所述限位圆环外环面上、并用于插入所述限位块的限位槽。
5、进一步优选的技术方案在于:所述限位圆环的外径大于所述内管的外径,所述限位圆环的内径大于或等于所述内管的内径。
6、进一步优选的技术方案在于:所述限位块设置在所述外管内环面的径向外侧。
7、进一步优选的技术方案在于:所述紧固环单元包括设置在所述垫圈上开口上的开口矩形板,设置在所述开口矩形板上的固定条带,以及设置在所述外管外环面上、且连接所述固定条带的活动条带。
8、进一步优选的技术方案在于:所述紧固环单元还包括分别设置在所述固定条带和活动条带上的端头孔板,以及设置在成对的所述端头孔板上的螺接件。
9、进一步优选的技术方案在于:所述垫圈设置在所述内管内环面的径向外侧。
10、进一步优选的技术方案在于:所述外管的外环面上还设有用于阻挡卡合模具的弧形限位块。
11、进一步优选的技术方案在于:所述内管的出料口端面比所述外管的出料口端面凸出5-10mm。
技术特征:
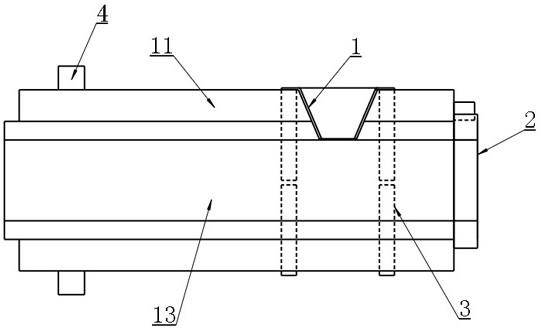
1.一种结构强化型压铸压室,包括外管(11),外进料口(12),内管(13),以及内进料口(14),其特征在于:还包括设置在所述外进料口(12)和内进料口(14)上、并用于覆盖开口处管间缝隙的垫圈(1),设置在所述外管(11)端面和内管(13)端面上的定位环块单元(2),以及设置在所述外管(11)外环面上、并用于固定所述垫圈(1)的紧固环单元(3)。
2.根据权利要求1所述的一种结构强化型压铸压室,其特征在于:所述垫圈(1)的上下开口形状都为矩形或圆形,上开口的长宽或直径大于下开口。
3.根据权利要求1所述的一种结构强化型压铸压室,其特征在于:所述定位环块单元(2)包括设置在所述内管(13)插入安装方向后侧端面上的限位圆环(201),设置在所述外管(11)端面上的限位块(202),以及设置在所述限位圆环(201)外环面上、并用于插入所述限位块(202)的限位槽(203)。
4.根据权利要求3所述的一种结构强化型压铸压室,其特征在于:所述限位圆环(201)的外径大于所述内管(13)的外径,所述限位圆环(201)的内径大于或等于所述内管(13)的内径。
5.根据权利要求3所述的一种结构强化型压铸压室,其特征在于:所述限位块(202)设置在所述外管(11)内环面的径向外侧。
6.根据权利要求1所述的一种结构强化型压铸压室,其特征在于:所述紧固环单元(3)包括设置在所述垫圈(1)上开口上的开口矩形板(301),设置在所述开口矩形板(301)上的固定条带(302),以及设置在所述外管(11)外环面上、且连接所述固定条带(302)的活动条带(303)。
7.根据权利要求6所述的一种结构强化型压铸压室,其特征在于:所述紧固环单元(3)还包括分别设置在所述固定条带(302)和活动条带(303)上的端头孔板(304),以及设置在成对的所述端头孔板(304)上的螺接件(305)。
8.根据权利要求1所述的一种结构强化型压铸压室,其特征在于:所述垫圈(1)设置在所述内管(13)内环面的径向外侧。
9.根据权利要求1所述的一种结构强化型压铸压室,其特征在于:所述外管(11)的外环面上还设有用于阻挡卡合模具(a)的弧形限位块(4)。
10.根据权利要求1所述的一种结构强化型压铸压室,其特征在于:所述内管(13)的出料口端面比所述外管(11)的出料口端面凸出5-10mm。
技术总结
本技术属于压铸机结构技术领域,尤其涉及一种结构强化型压铸压室。本技术提供一种结构强化型压铸压室,其能通过在外管上设置外进料口,在内管上设置内进料口,在内、外进料口上设置垫圈和紧固环单元,在外管和内管的液体金属挤出方向后端设置定位环块单元的方式,使得:1、定位环块单元分别与外管和内管一体成型,因此外管和内管的插接、定位操作相对简单方便;2、垫圈自身安装稳固,而且可以完全覆盖开口处一整个的管间缝隙,避免外管和内管之间进入液体金属。
技术研发人员:董利强,吴澣鼎
受保护的技术使用者:福科曼过滤科技(浙江)有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!