间歇传动式热镀锌产线送料装置的制作方法
本技术涉及热镀锌生产设备,更具体地说,本技术涉及间歇传动式热镀锌产线送料装置。
背景技术:
1、热镀锌是使熔融金属与铁基体反应而产生合金层,从而使基体和镀层二者相结合。热镀锌是先将钢铁制件进行酸洗,为了去除钢铁制件表面的氧化铁,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后送入热浸镀槽中。热镀锌具有镀层均匀,附着力强,使用寿命长等优点,热镀锌在生产过程中一般通过送料装置进行材料的传输。
2、目前热镀锌材料在进行热浸一般通过送料装置进行材料的传动,没有在传动过程中对热镀锌材料进行水冷降温,同时部分可以在送料装置传动材料过程中进行水冷降温的装置,其送料装置一直带动材料移动,不能保证热镀锌材料在水冷区域停留足够的时间,影响水冷降温效果。
技术实现思路
1、本实用新型技术方案针对现有技术解决方案过于单一的技术问题,提供了显著不同于现有技术的解决方案。为了克服现有技术中的问题缺陷,本实用新型提供间歇传动式热镀锌产线送料装置,以解决上述背景技术中提出的问题。
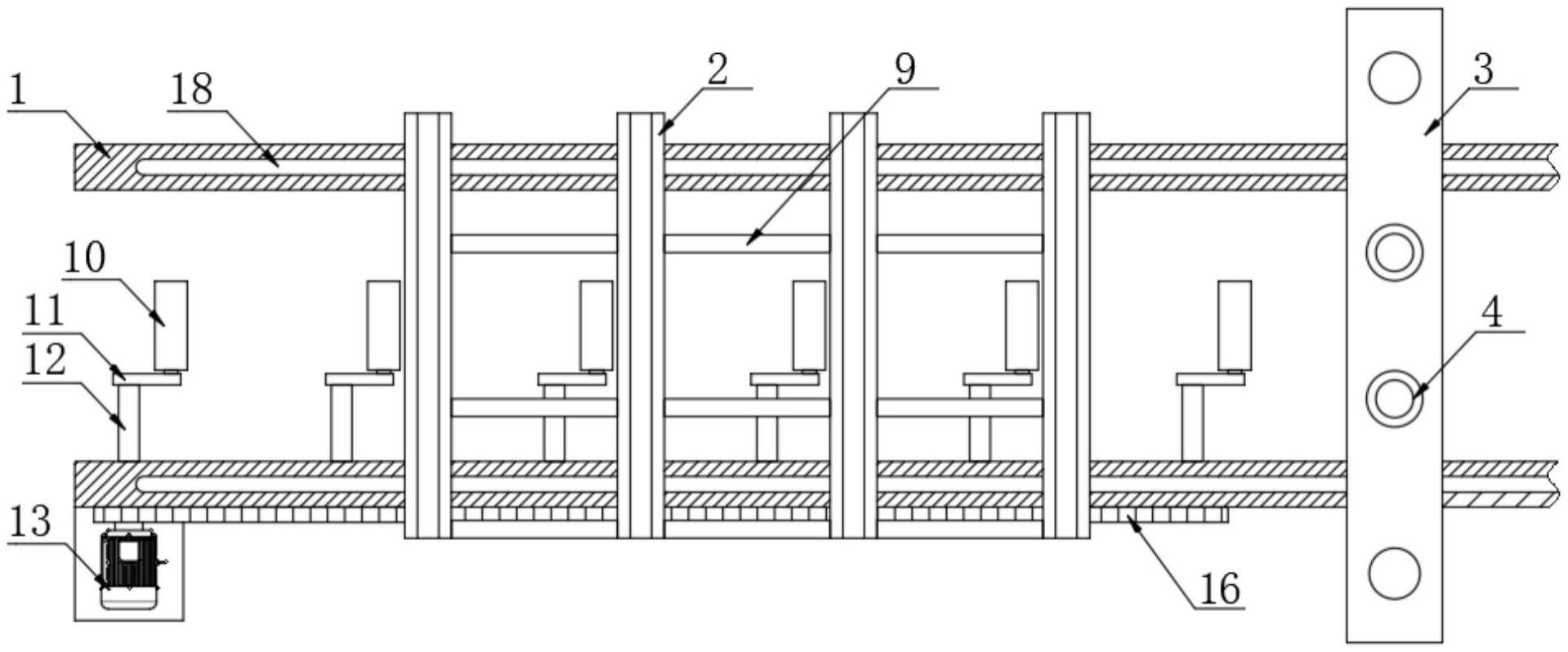
2、为实现上述目的,本实用新型提供如下技术方案:间歇传动式热镀锌产线送料装置,包括传动架杆,所述传动架杆顶部设置有移动放料块,所述传动架杆顶部靠近移动放料块一侧设置有水冷机构;
3、所述水冷机构包括顶板,所述顶板设置在传动架杆顶部,所述顶板顶部设置有水管,所述水管底部安装有喷水头,所述顶板底部设置有支撑柱,所述传动架杆底部设置有支撑板,所述移动放料块底部设置有间歇传动机构;
4、所述间歇传动机构包括多个连接板,所述连接板设置在移动放料块底部,多个所述连接板之间连接有连接杆,所述连接板一侧设置有推动板,所述推动板前侧铰接有转动轴,所述转动轴一端设置有旋转轴,所述旋转轴一侧设置有电机。
5、优选地,所述传动架杆、支撑柱和支撑板的数量均设置为两个,其中一个所述支撑板一侧设置有安装板,所述电机安装在安装板顶部。
6、优选地,所述旋转轴设置在电机输出端,所述旋转轴外侧设置有第一齿轮,所述第一齿轮一侧设置有多个第二齿轮,多个所述第二齿轮和第一齿轮外侧均啮合有齿链。
7、优选地,所述移动放料块、推动板和转动轴的数量均设置为多个,多个所述推动板底部均设置有连接横板。
8、优选地,所述移动放料块底部设置有连接滑块,所述传动架杆顶部表面开设有连接滑槽,所述连接滑块与连接滑槽之间滑动连接。
9、优选地,所述连接板设置在移动放料块正下方,所述旋转轴一端贯穿传动架杆并延伸至传动架杆一侧。
10、优选地,所述水管底部贯穿顶板并延伸至顶板底部,所述水管和喷水头的数量均设置为两个。
11、本实用新型的技术效果和优点:
12、1、通过设置水冷机构和间歇传动机构,通过电机驱动旋转轴和第一齿轮旋转,进而通过齿链带动多个第二齿轮旋转,进而使第二齿轮带动其内部的多个旋转轴旋转,使推动板转动推动连接板和移动放料块移动,使连接板移动到下一个推动板一侧,从而实现热镀锌材料的间歇传动,与现有技术相比,通过水管和喷水头使水喷洒到送料装置上传动的热镀锌材料上进行水冷降温,同时通过控制热镀锌材料的间歇传动,增加了每个热镀锌材料在喷水头底部停留的时间,从而提高水冷效果,在送料过程中保证水冷效果,从而提高生产效率;
13、2、通过设置水冷机构,在两个传动架杆顶部设置顶板,使水通过水管进入到喷水头中,通过喷水头进行喷出,使水喷到经过下方的移动放料块顶部的热镀锌材料,从而使热镀锌在送料过程中进行水冷,提高生产效率,降低冷却时间的损耗和浪费。
技术特征:
1.间歇传动式热镀锌产线送料装置,包括传动架杆(1),其特征在于:所述传动架杆(1)顶部设置有移动放料块(2),所述传动架杆(1)顶部靠近移动放料块(2)一侧设置有水冷机构;
2.根据权利要求1所述的间歇传动式热镀锌产线送料装置,其特征在于:所述传动架杆(1)、支撑柱(6)和支撑板(7)的数量均设置为两个,其中一个所述支撑板(7)一侧设置有安装板(14),所述电机(13)安装在安装板(14)顶部。
3.根据权利要求1所述的间歇传动式热镀锌产线送料装置,其特征在于:所述旋转轴(12)设置在电机(13)输出端,所述旋转轴(12)外侧设置有第一齿轮(15),所述第一齿轮(15)一侧设置有多个第二齿轮(17),多个所述第二齿轮(17)和第一齿轮(15)外侧均啮合有齿链(16)。
4.根据权利要求1所述的间歇传动式热镀锌产线送料装置,其特征在于:所述移动放料块(2)、推动板(10)和转动轴(11)的数量均设置为多个,多个所述推动板(10)底部均设置有连接横板(20)。
5.根据权利要求1所述的间歇传动式热镀锌产线送料装置,其特征在于:所述移动放料块(2)底部设置有连接滑块(19),所述传动架杆(1)顶部表面开设有连接滑槽(18),所述连接滑槽(18)与连接滑块(19)之间滑动连接。
6.根据权利要求1所述的间歇传动式热镀锌产线送料装置,其特征在于:所述连接板(8)设置在移动放料块(2)正下方,所述旋转轴(12)一端贯穿传动架杆(1)并延伸至传动架杆(1)一侧。
7.根据权利要求1所述的间歇传动式热镀锌产线送料装置,其特征在于:所述水管(4)底部贯穿顶板(3)并延伸至顶板(3)底部,所述水管(4)和喷水头(5)的数量均设置为两个。
技术总结
本技术公开了间歇传动式热镀锌产线送料装置,具体涉及热镀锌生产设备技术领域,包括传动架杆,所述传动架杆顶部设置有移动放料块,所述传动架杆顶部靠近移动放料块一侧设置有水冷机构;所述水冷机构包括顶板,所述顶板设置在传动架杆顶部,所述顶板顶部设置有水管,所述水管底部安装有喷水头,所述顶板底部设置有支撑柱。本技术通过设置水冷机构和间歇传动机构,通过水管和喷水头使水喷洒到送料装置上传动的热镀锌材料上进行水冷降温,同时通过控制热镀锌材料的间歇传动,增加了每个热镀锌材料在喷水头底部停留的时间,从而提高水冷效果,在送料过程中保证水冷效果,从而提高生产效率。
技术研发人员:李步相
受保护的技术使用者:苏州市润凯汽车配件制造有限公司
技术研发日:20230625
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!