一种减少热镀锌带钢锌灰缺陷的装置的制作方法
本技术涉及涂镀锌工艺,尤其涉及一种减少热镀锌带钢锌灰缺陷的装置。
背景技术:
1、目前在热镀锌线涂镀锌工艺过程中,生产过程中,带钢以一定的速度经由炉鼻子进入锌锅进行镀锌处理。炉鼻子是连接炉区和锌锅的重要部件,内部气氛与炉区一致,属于氮/氢还原性气氛;温度在460℃左右,与锌锅温度接近。炉鼻子中的锌液不与空气直接接触,并在镀锌温度下蒸发,蒸发出的蒸汽一部分在高温下与气氛中残留的水分和微量氧气反应生成氧化锌颗粒,一部分与设备较冷的表面接触直接凝结成微小的锌粉,形成锌灰。锌灰对带钢表面质量危害极大,脱落到锌液中的锌灰会粘结到带钢表面,阻碍带钢与锌液接触,形成沿工艺方向的白色带状缺陷,甚至破坏镀层、导致露钢。
2、冷轧后的带钢在热镀锌机组连续地通过退火炉、锌锅和气刀。带钢在退火炉内完成再结晶退火,经过充满保护气体的炉鼻以450-470℃的温度进入锌锅,在450-455℃锌液中形成表面合金镀层,离开锌液后,横贯带钢宽度方向的气刀缝隙喷口,喷出连续的像刀一样的氮气气流,把带钢表面多余的锌刮掉,控制镀锌层的厚度。其中炉鼻的作用是将退火后出炉的带钢密闭地导入锌锅。密闭的炉鼻腔内充满了氮、氢混合的保护气体,导致炉鼻下面的高温的锌液面形成不了氧化层而产生锌蒸汽,锌蒸汽在炉鼻内壁温度较低的地方冷凝成“锌灰”,“锌灰”落到带钢表面形成扇状或是放射线状缺陷。
3、申请号为201220235826.2的中国实用新型专利公开了一种热镀锌炉鼻子内锌灰清除及抑制形成装置,它由气体露点调节部分、超声清洗部分和锌灰排出收集部分组成,气体露点调节部分的进气喷嘴安装在炉鼻子上下两侧,超声清洗部分安装在炉鼻子外部的上下两侧,锌灰排出收集部分的排气口开在炉鼻子内壁上,锌灰排出收集部分的末端与气体露点调节部分的前端相连接。该方案通过调节气体的露点、超声清洗、蒸汽排出、锌灰炉外收集等措施实现对炉鼻子内锌灰的控制,其不足之处是对带钢的温度反应不灵敏,控制方式比较被动,效果不能满足生产要求。
技术实现思路
1、本实用新型的目的是提供一种减少热镀锌带钢锌灰缺陷的装置,克服现有技术的不足,采用多种控制方式,对热镀锌生产过程中钢带表面锌灰缺陷进行综合治理,提高带钢的热镀质量。
2、为实现上述目的,本实用新型通过以下技术方案实现:
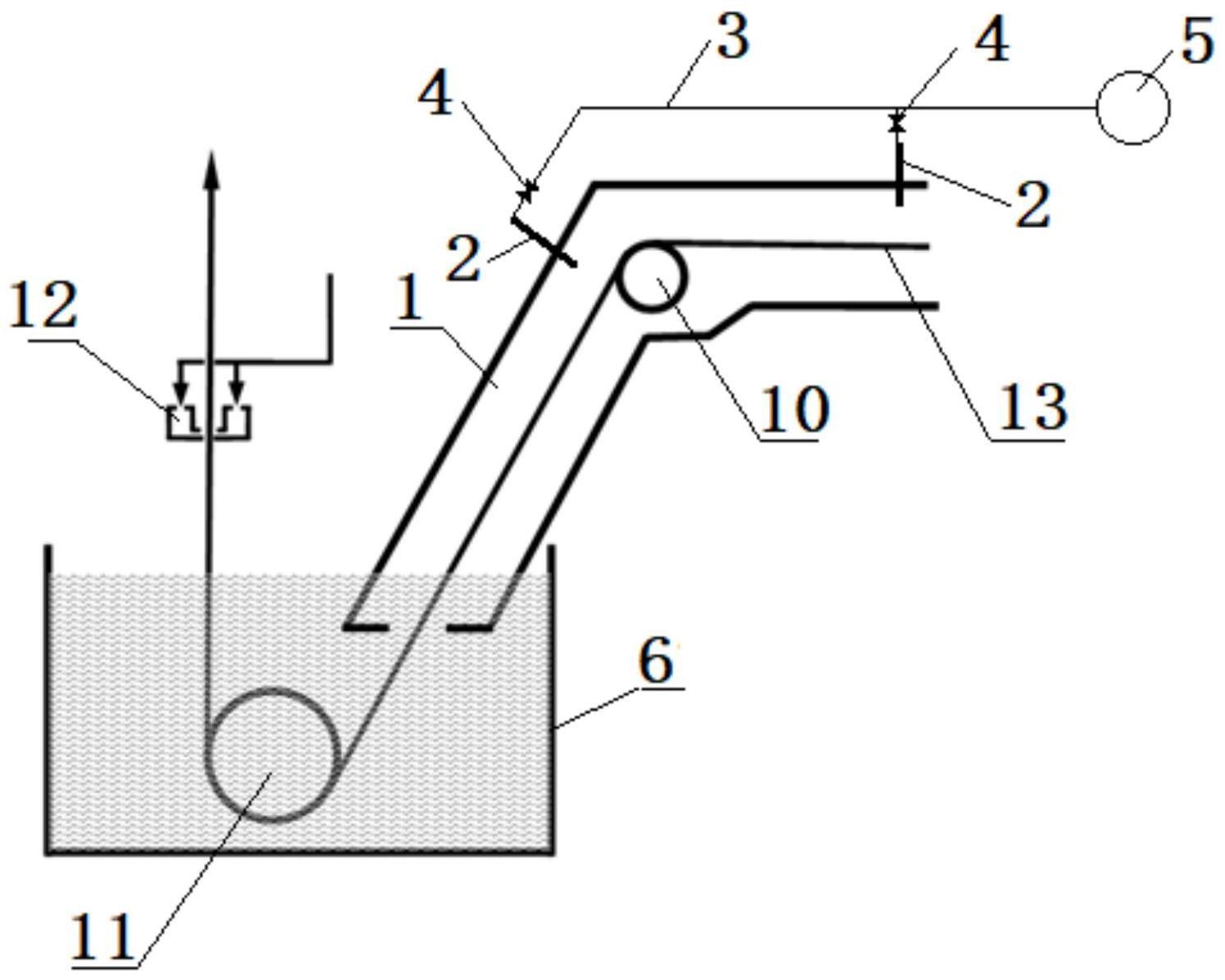
3、一种减少热镀锌带钢锌灰缺陷的装置,其特征在于,包括氮气吹扫喷嘴和锌锅温度控制系统,所述氮气吹扫喷嘴设置在炉鼻的水平段和倾斜段上,氮气吹扫喷嘴通过管路、阀门与高压氮气管路相连通;所述锌锅温度控制系统为plc控制系统,plc分别与带钢温度传感器、锌液温度传感器、pic感应炉功率传感器相连接,所述pic感应炉内设置锌锅。
4、所述炉鼻位于锌锅内的端部侧壁上设有左右贯通的通孔,左右通孔处分别设有导管,滤渣泵的进口和出口分别连接导管与炉鼻内部相连通,形成锌液流通的通道。
5、所述炉鼻外侧设有30-100mm的岩棉保温层。
6、所述炉鼻内输导带钢运行的托辊为静音托辊。
7、与现有技术相比,本实用新型的有益效果是:
8、1)本实用新型通过清理法,及时将已经产生的“锌灰”及污染的锌液排除炉鼻外面,从而减少“锌灰”对带钢造成的表面缺陷。2)本实用新型通过覆盖法减少“锌蒸汽”,从而达到减少“锌灰”的目的。3)本实用新型通过温控法减少“锌蒸汽”,从而达到减少“锌灰”的目的。4)本实用新型通过保温法减少“锌蒸汽”的冷凝,从而达到减少“锌灰”的目的。5)本实用新型通过防震法,防止“锌灰”掉落,从而减少“锌灰”造成的缺陷。6)本实用新型通过多种方法的综合运用,使“锌灰”造成的不合格率由50%降低到10%。
技术特征:
1.一种减少热镀锌带钢锌灰缺陷的装置,其特征在于,包括氮气吹扫喷嘴和锌锅温度控制系统,所述氮气吹扫喷嘴设置在炉鼻的水平段和倾斜段上,氮气吹扫喷嘴通过管路、阀门与高压氮气管路相连通;所述锌锅温度控制系统为plc控制系统,plc分别与带钢温度传感器、锌液温度传感器、pic感应炉功率传感器相连接,所述pic感应炉内设置锌锅。
2.根据权利要求1所述的一种减少热镀锌带钢锌灰缺陷的装置,其特征在于,所述炉鼻位于锌锅内的端部侧壁上设有左右贯通的通孔,左右通孔处分别设有导管,滤渣泵的进口和出口分别连接导管与炉鼻内部相连通,形成锌液流通的通道。
3.根据权利要求1所述的一种减少热镀锌带钢锌灰缺陷的装置,其特征在于,所述炉鼻外侧设有30-100mm的岩棉保温层。
4.根据权利要求1所述的一种减少热镀锌带钢锌灰缺陷的装置,其特征在于,所述炉鼻内输导带钢运行的托辊为静音托辊。
技术总结
本技术涉及涂镀锌工艺技术领域,尤其涉及一种减少热镀锌带钢锌灰缺陷的装置,其特征在于,包括氮气吹扫喷嘴和锌锅温度控制系统,所述氮气吹扫喷嘴设置在炉鼻的水平段和倾斜段上,氮气吹扫喷嘴通过管路、阀门与高压氮气管路相连通;所述锌锅温度控制系统为PLC控制系统。与现有技术相比,本技术的有益效果是:1)将已经产生的“锌灰”及污染的锌液排除炉鼻外面,减少“锌灰”对带钢造成的表面缺陷。2)本技术通过覆盖法减少“锌蒸汽”,减少“锌灰”。3)本技术通过温控法减少“锌蒸汽”,减少“锌灰”。4)减少“锌蒸汽”的冷凝,减少“锌灰”。5)防止“锌灰”掉落,减少“锌灰”造成的缺陷。6)不合格率由50%降低到10%。
技术研发人员:刘万中,隋鹏飞,马诗曾,王金鹏,李庆刚,李长伟,侯珍珠
受保护的技术使用者:本钢板材股份有限公司
技术研发日:20230627
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!