一种水泵蜗壳压铸件飞边清理装置的制作方法
本技术涉及机加工领域,特别是涉及一种水泵蜗壳压铸件飞边清理装置。
背景技术:
1、压铸是利用高压将金属熔液压入模具内的一种铸造方法,该工艺广泛应用于需要批量生产的标准工件中。而采用压铸工艺制作的工件普遍存在飞边(又称溢边)的问题,飞边大多产生于压铸模具的分合位置上,在压铸件脱模后,需要工人刮去飞边。
2、如图1所示的一种压铸成型的水泵蜗壳20,该水泵蜗壳20包括蜗壳主体21和出气口22,由于制作水泵蜗壳20的模具的分合面位于蜗壳主体21的开口侧23,压铸过程需要采用高压注入金属液,不可避免的会在开口侧23边缘位置处产生飞边24,开口侧23为与其他部件的连接面,飞边24的存在将干扰蜗壳主体21的正常安装,故需要使用工具刮除飞边24。
3、如何提高清理飞边24的效率是需要解决的问题。
技术实现思路
1、本实用新型的目的是克服现有技术中的不足之处,提供一种可自动清理飞边的水泵蜗壳压铸件飞边清理装置,以提高水泵蜗壳压铸件的生产效率。
2、本实用新型的目的是通过以下技术方案来实现的:
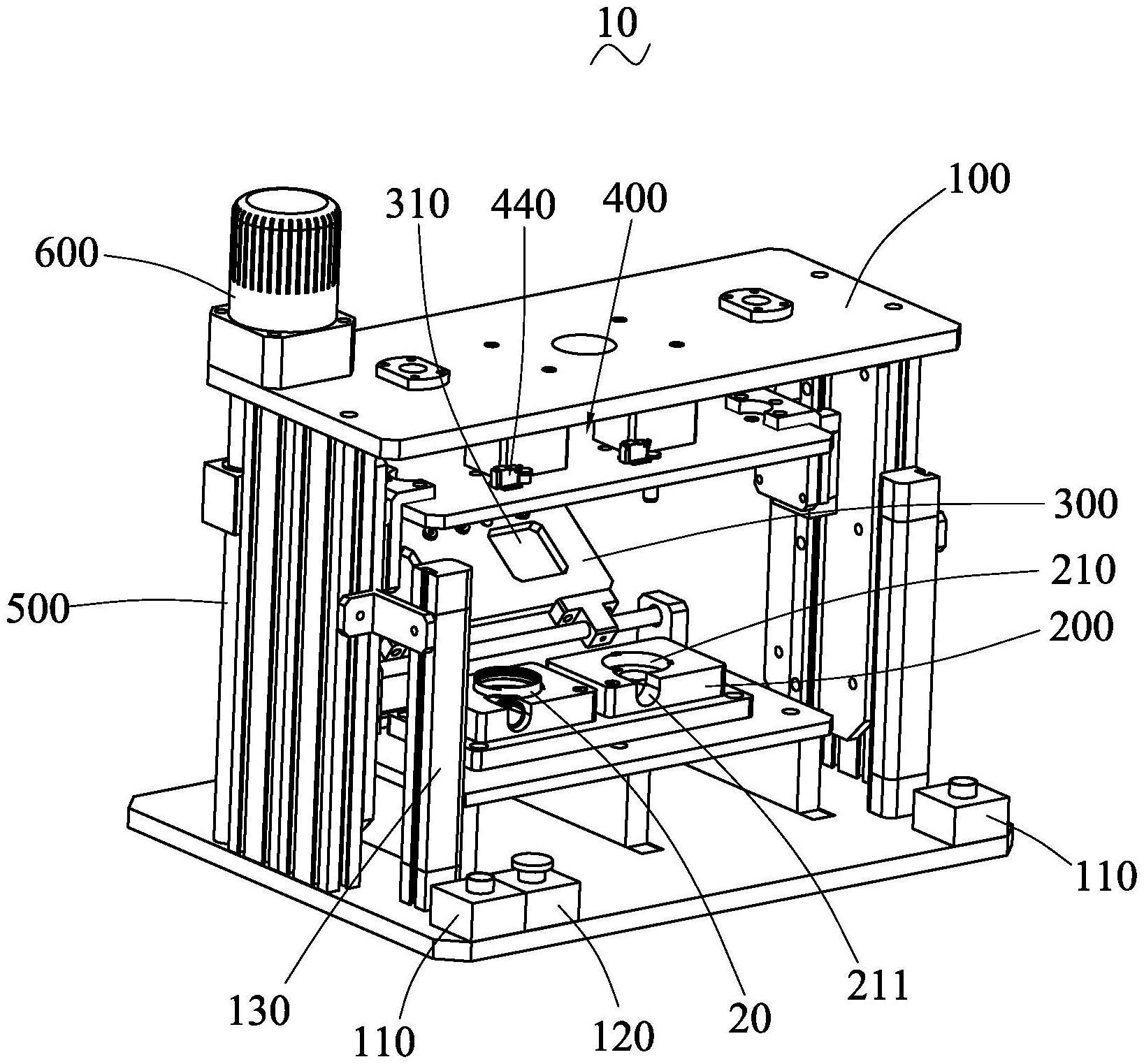
3、一种水泵蜗壳压铸件飞边清理装置,包括:机架及机架上的蜗壳治具、垫板、清洗组件;
4、所述蜗壳治具上开设有定位腔,所述定位腔上设置有限位部,所述定位腔用于容置水泵蜗壳;
5、所述垫板可转动地设置于所述蜗壳治具上,所述垫板上开设有与所述定位腔匹配的避位孔,水泵蜗壳上的飞边露置于所述避位孔外;
6、所述清洗组件包括承载板及位于所述承载板上的清洗滚轮、检测杆、微动开关,所述承载板位于所述蜗壳治具上方,所述清洗滚轮用于刮除飞边,所述检测杆位于所述限位部的上方,所述检测杆与水泵蜗壳接触时被顶起,并且按压所述微动开关。
7、在其中一个实施例中,所述检测杆设置有触发环及限位螺母,所述触发环位于所述检测杆的末端,所述触发环用于按压所述微动开关,所述限位螺母位于所述承载板靠近蜗壳治具的一侧上,所述限位螺母用于与所述承载板抵持。
8、在其中一个实施例中,所述限位螺母与所述承载板之间设置有复位弹簧。
9、在其中一个实施例中,所述垫板的厚度与所述定位腔深度的总和等于待加工水泵蜗壳的厚度。
10、在其中一个实施例中,所述机架上设置有两个启动按钮,两个所述启动按钮间隔设置。
11、在其中一个实施例中,所述机架上还设置有急停按钮。
12、在其中一个实施例中,所述急停按钮与所述蜗壳治具之间设置有对射式光栅传感器。
13、在其中一个实施例中,所述垫板上设置有握把。
14、在其中一个实施例中,所述垫板上设置有磁铁,所述蜗壳治具上开设有安装孔,所述安装孔内设置有与所述磁铁匹配的磁吸块。
15、在其中一个实施例中,所述机架上还设置有导轨,所述导轨与所述承载板连接。
16、综上,蜗壳治具上的定位腔用于容纳水泵蜗壳,且设有限位部对水泵蜗壳的出气口进行定位,垫板将水泵蜗壳压实在蜗壳治具上,并露出水泵蜗壳上的飞边,由清洗滚轮刮除飞边,代替人工对水泵蜗壳实施去飞边操作,提高水泵蜗壳的生产效率。
技术特征:
1.一种水泵蜗壳压铸件飞边清理装置,其特征在于,包括:机架及机架上的蜗壳治具、垫板、清洗组件;
2.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述检测杆设置有触发环及限位螺母,所述触发环位于所述检测杆的末端,所述触发环用于按压所述微动开关,所述限位螺母位于所述承载板靠近蜗壳治具的一侧上,所述限位螺母用于与所述承载板抵持。
3.根据权利要求2所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述限位螺母与所述承载板之间设置有复位弹簧。
4.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述垫板的厚度与所述定位腔深度的总和等于待加工水泵蜗壳的厚度。
5.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述机架上设置有两个启动按钮,两个所述启动按钮间隔设置。
6.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述机架上还设置有急停按钮。
7.根据权利要求6所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述急停按钮与所述蜗壳治具之间设置有对射式光栅传感器。
8.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述垫板上设置有握把。
9.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述垫板上设置有磁铁,所述蜗壳治具上开设有安装孔,所述安装孔内设置有与所述磁铁匹配的磁吸块。
10.根据权利要求1所述的水泵蜗壳压铸件飞边清理装置,其特征在于,所述机架上还设置有导轨,所述导轨与所述承载板连接。
技术总结
本技术提供一种水泵蜗壳压铸件飞边清理装置包括:机架及机架上的蜗壳治具、垫板、清洗组件。蜗壳治具上开设有定位腔,定位腔上设置有限位部;垫板可转动地设置于蜗壳治具上,垫板上开设有与定位腔匹配的避位孔,水泵蜗壳上的飞边露置于避位孔外;清洗组件包括承载板及位于承载板上的清洗滚轮、检测杆、微动开关,承载板位于蜗壳治具上方。蜗壳治具上的定位腔用于容纳水泵蜗壳,且设有限位部对水泵蜗壳的出气口进行定位,垫板将水泵蜗壳压实在蜗壳治具上,并露出水泵蜗壳上的飞边,由清洗滚轮刮除飞边,代替人工对水泵蜗壳实施去飞边操作,提高水泵蜗壳的生产效率。
技术研发人员:刘志斌,谢爱才,彭涛,钟日成
受保护的技术使用者:惠州润泽金属技术有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!