一种用于水冷炉口毛坯制造的铸入螺母装置的制作方法
本技术属冶金设备制造,特别涉及为制备水冷炉口的吊装螺孔而设计使用的专用装置,具体为一种用于水冷炉口毛坯制造的铸入螺母装置。
背景技术:
1、吊装螺孔是冶金设备水冷炉口的一项通用设计结构,其功能是用于旋入吊环螺钉,在水冷炉口安装、拆卸和倒运时,作为吊点使用。
2、现有的吊装螺孔制造流程为首先进行水冷炉口毛坯铸造,然后转入加工工序加工成型。由于水冷炉口体积较大,形状不规则,吊装螺孔的加工会发生较多的费用。
技术实现思路
1、本实用新型的目的是在水冷炉口毛坯制造阶段实现吊装螺孔的成型。
2、为实现上述目的,本实用新型采用以下技术方案:
3、一种用于水冷炉口毛坯制造的铸入螺母装置,包括铸入螺母和安装结构,所述铸入螺母一端封闭,另一端开设螺纹孔;所述铸入螺母开设螺纹孔的一端紧贴型腔壁放置,并通过安装结构将铸入螺母固定在型腔壁上。
4、进一步的,所述铸入螺母外侧圆周部分设置有防脱出结构。
5、进一步的,所述防脱出结构包括铸入螺母封闭端下面的环槽和与环槽连接的锥形面。
6、进一步的,所述安装结构为沿铸入螺母外周设置的钢钉,所述钢钉钉入型腔表面,将铸入螺母固定在型腔壁上。
7、进一步的,所述钢钉沿铸入螺母外周均匀设置4-8个。
8、进一步的,所述安装结构为沿铸入螺母螺纹孔一端外边沿设置的粘贴层,所述粘贴层将铸入螺母固定在型腔壁上。
9、进一步的,其特征在于,所述铸入螺母的螺纹孔内填充铬矿砂。
10、有益效果:采用本实用新型的设计,在水冷炉口毛坯制造阶段即可实现吊装螺孔的成型,不再经过加工工序即可形成成品,避免了毛坯到吊装螺孔加工的工序周转费用,减少了整体加工费用,降低了制造成本,具有较高的实用价值。
11、下面结合附图对本实用新型做进一步说明。
技术特征:
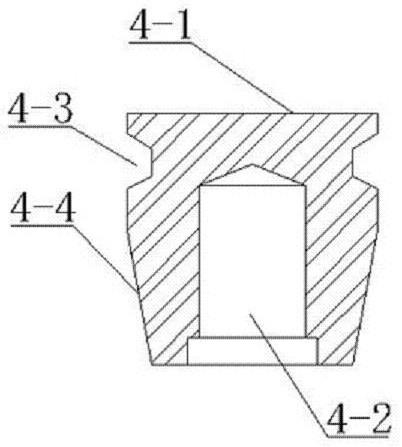
1.一种用于水冷炉口毛坯制造的铸入螺母装置,其特征在于,所述装置包括铸入螺母(4)和安装结构,所述铸入螺母(4)一端封闭,另一端开设螺纹孔(4-2);所述铸入螺母(4)开设螺纹孔(4-2)的一端紧贴型腔壁放置,并通过安装结构将铸入螺母(4)固定在型腔壁上。
2.根据权利要求1所述的装置,其特征在于,所述铸入螺母(4)外侧圆周部分设置有防脱出结构。
3.根据权利要求2所述的装置,其特征在于,所述防脱出结构包括铸入螺母(4)封闭端下面的环槽(4-3)和与环槽(4-3)连接的锥形面(4-4)。
4.根据权利要求1所述的装置,其特征在于,所述安装结构为沿铸入螺母(4)外周设置的钢钉(6),所述钢钉(6)钉入型腔表面,将铸入螺母(4)固定在型腔壁上。
5.根据权利要求4所述的装置,其特征在于,所述钢钉(6)沿铸入螺母(4)外周均匀设置4-8个。
6.根据权利要求1所述的装置,其特征在于,所述安装结构为沿铸入螺母(4)的螺纹孔(4-2)一端外边沿设置的粘贴层(7),所述粘贴层(7)将铸入螺母(4)固定在型腔壁上。
7.根据权利要求1-6任一所述的装置,其特征在于,所述铸入螺母(4)的螺纹孔(4-2)内填充铬矿砂。
技术总结
本技术提出了一种用于水冷炉口毛坯制造的铸入螺母装置,属冶金设备制造技术领域,所述装置包括铸入螺母和安装结构,所述铸入螺母一端封闭,另一端开设螺纹孔;所述铸入螺母开设螺纹孔的一端紧贴型腔壁放置,并通过安装结构将铸入螺母固定在型腔壁上。本技术通过预先制作的铸入螺母,在水冷炉口毛坯制造时将铸入螺母放置在型腔的要求位置并固定,水冷炉口不再经过加工工序即可形成成品,满足使用要求的目的,从而节约了工序周转和加工费用,降低了制造成本,具有较高的实用价值。
技术研发人员:陈文奇,陈倞宇,宋宏模,胡堃,丁志刚
受保护的技术使用者:邯郸钢铁集团设备制造安装有限公司
技术研发日:20230710
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!