一种转子压缩机气缸加工设备的制作方法
本技术涉及压缩机,特别涉及转子压缩机中的气缸加工设备。
背景技术:
1、转子式压缩机又称滚动活塞压缩机或固定滑片压缩机,是回转式压缩机的一种形式,其利用一个偏心转子沿气缸内孔壁转动,以改变气缸的工作容积,从而实现气体的吸气、压缩和排气,因而也属于容积式压缩机。
2、在转子式压缩机中,滑片安装于气缸内孔壁上的滑片安装槽中。转子式压缩机通常分为单偏心式转子式压缩机和双偏心式转子式压缩机;其中,单偏心式转子式压缩机仅具有一个气缸,在气缸内孔的两端分别设置有上轴承和下轴承,通过上轴承、下轴承以及气缸内孔共同构成一密封腔,在气缸内孔中设置有沿其壁面轨迹转动的转子,以及在气缸内孔壁上的滑片安装槽中安装有沿其深度方向来回移动的滑片,所述滑片朝向转子的一端始终与转子表面接触,通过滑片与转子的配合以将所述密封腔分隔为吸气腔和压缩腔;而对于双偏心式转子式压缩机而言,其具有两个气缸,两个气缸通过隔板隔开,在位于上方的气缸一侧设置有上轴承,在位于下方的气缸一侧设置有下轴承,通过上轴承、隔板以及位于上方的气缸内孔构成一密封腔,通过下轴承、隔板以及位于下方的气缸内孔构成另一密封腔,即双偏心式转子式压缩机具有两个密封腔,在每个气缸内孔中设置有沿其避免轨迹转动的转子,以及在每个气缸内孔壁上的滑片安装槽中安装有沿其深度方向来回移动的滑片,所述滑片朝向转子的一段始终与对应转子表面接触,通过滑片与转子的配合以将对应密封腔分隔为吸气腔和压缩腔。
3、滑片作为运动部件,在转子式压缩机运行过程中,滑片与滑片安装槽之间会形成滑动摩擦副,因而滑片安装槽的加工精度直接影响滑片在运动过程中的磨损程度,进而导致滑片与滑片安装槽的侧壁之间出现间隙,该间隙容易导致压缩腔和吸气腔连通而发生窜气,最终影响压缩机的能效。
4、目前,对于气缸内孔及其上的滑片安装槽的加工需要分步完成,因而工序繁多,增加了加工误差的累积,导致后续装配误差大,影响了滑片与滑片安装槽的装配精度,进而影响了压缩机的能效,且因气缸上的内孔和滑片安装槽的精加工采用分步加工,因而加工成本高、但效率低。
技术实现思路
1、本实用新型旨在解决现有技术中存在气缸内孔和滑片安装槽需要分步加工而导致工序繁多、加工误差累积的技术问题,提供一种加工精度高、气缸加工工序精简、加工成本低且加工效率高的转子压缩机气缸加工设备。
2、为解决上述技术问题,本实用新型提供了以下技术方案:
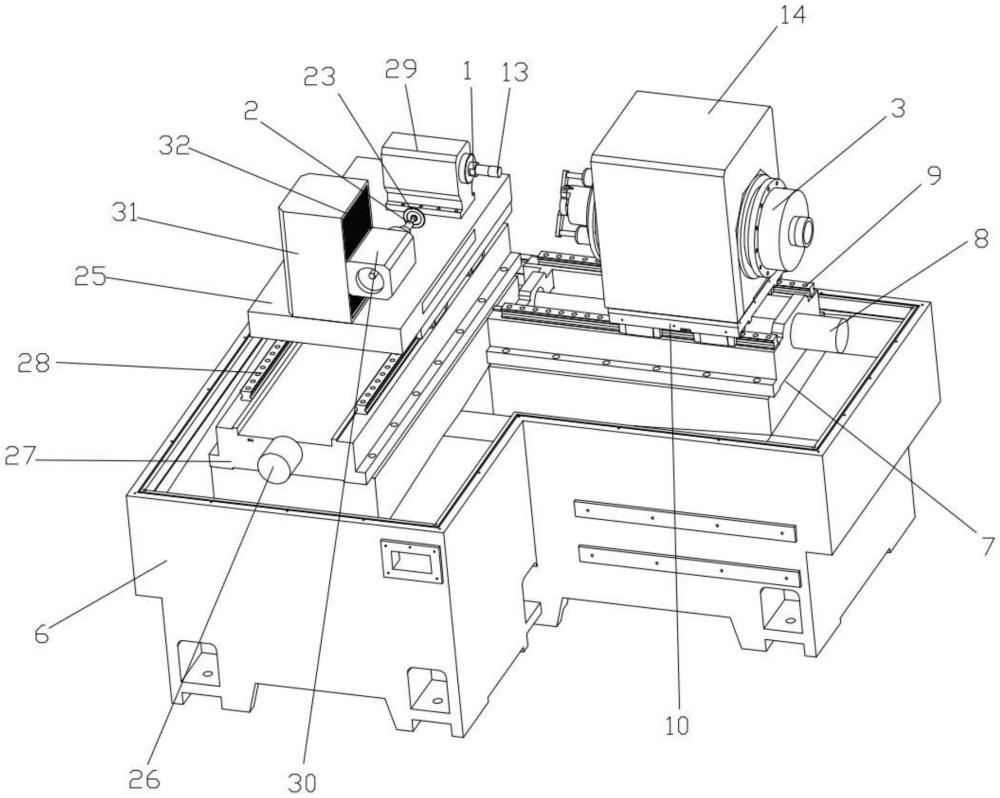
3、本实用新型所述的一种转子压缩机气缸加工设备,包括气缸装夹机构、第一进给机构、第二进给机构、可升降的滑片安装槽磨削机构、气缸内孔磨削机构;所述气缸装夹机构安装于第一进给机构上且随第一进给机构的进给方向来回移动,所述滑片安装槽磨削机构和气缸内孔磨削机构均安装于第二进给机构上且随第二进给机构的进给方向来回移动;所述第一进给机构和第二进给机构的进给方向相垂直;所述气缸内孔磨削机构包括有气缸内孔磨削砂轮安装轴,所述滑片安装槽磨削机构包括有滑片安装槽磨削砂轮安装轴,所述气缸装夹机构包括有气缸装夹夹具安装轴,所述气缸内孔磨削砂轮安装轴的中心轴线与所述气缸装夹夹具安装轴的中心轴线平行且位于同一水平面,所述滑片安装槽磨削砂轮安装轴的中心轴线与气缸内孔磨削砂轮安装轴的中心轴线相垂直。
4、本实用新型所述的一种转子压缩机气缸加工设备,先将气缸粗加工件装夹于拉床上或铣床上进行拉削加工或者铣削加工,以在气缸粗加工件的内孔壁上经粗加工形成滑片安装槽,从而使气缸形成半精削加工件,随后将气缸的半精削加工件装夹于本实用新型的转子压缩机气缸加工设备的气缸装夹机构上,通过第一进给机构运行带动气缸装夹机构朝向第二进给机构方向移动至预定位置后停止,随后根据需求移动第二进给机构,以使气缸内孔磨削机构或者滑片安装槽磨削机构与气缸装夹机构相对,从而通过磨削工艺对气缸的半精削加工件的内孔壁或者滑片安装槽的侧壁进行磨削加工,以完成气缸的精加工。
5、由于气缸内孔磨削砂轮安装轴的中心轴线与气缸装夹夹具安装轴的中心轴线平行且位于同一水平面,且在气缸粗加工件经气缸装夹夹具装夹于气缸装夹夹具安装轴上时,气缸粗加工件的内孔与气缸装夹夹具安装轴同心,从而可以通过第二进给机构的移动,以使气缸内孔磨削砂轮机构与任一尺寸的气缸粗加工件的内孔壁接触、并对该内孔壁进行磨削精加工;由于滑片安装槽磨削机构可以升降,在随第二进给机构移动至与气缸装夹机构相对时,通过调整滑片安装槽磨削机构的高度以确保滑片安装槽磨削机构与气缸粗加工件内孔壁上的滑片安装槽的相对位置得以保证,能够对该滑片安装槽进行有效的磨削精加工。
6、由于气缸在同一台设备上经一次装夹后即可实现滑片安装槽和气缸内孔壁的同步精加工,因而减少了气缸内孔壁和滑片安装槽分步精加工的工序,减少了累积误差,降低了气缸与转子压缩机其余部分见组装时的装配误差,不仅提高了加工效率,还降低了生产成本。另外,由于磨削加工精度高,可使被加工的滑片安装槽侧壁加工精度提升,使滑片安装槽的尺寸精度高,能够使转子式压缩机满足运行环境所需的稳定、能效高的需求。
7、进一步的,所述第一进给机构包括第一安装座,所述第一丝杆可转动地水平安装于第一安装座上,在第一安装座上表面对称安装有两条第一导轨,所述气缸装夹机构可滑动地连接于所述第一导轨上,且第一丝杆上套设有第一螺母座,所述第一螺母座与气缸装夹机构连接,第一丝杆转动促使第一螺母座沿第一丝杆长度方向来回移动,以带动气缸装夹机构相对第一导轨来回移动;或者所述第一进给机构为输出直线运动的步进电机或者液压缸或者直线电机。
8、进一步的,所述气缸装夹机构包括第三安装座,所述第三安装座底面设置有滑块,所述滑块可滑动地连接于第一进给机构上;在第三安装座上水平设置有可转动地的气缸装夹夹具安装轴,在气缸装夹夹具安装轴上设置有气缸装夹夹具。
9、进一步的,所述气缸装夹夹具包括夹具安装座,夹具安装座安装于气缸装夹夹具安装轴上,在夹具安装座上设置有凸起,在凸起上设置有用于承载气缸的凸座,在凸座上设置有用于定位气缸的定位销,在凸座上还设置有内孔及与内孔连通的避让槽,所述内孔和避让槽形成了避让砂轮的避让结构。
10、进一步的,在凸起上且于凸座侧方设置有液压油缸,在液压油缸的输出轴自由端上设置有夹紧板,在气缸位于凸座上后,液压油缸控制输出轴带动夹紧板朝向气缸移动,以将气缸夹紧于凸座上。
11、进一步的,所述第二进给机构包括第二丝杆,所述第二丝杆可转动地水平安装于第二安装座上,在第二安装座上表面对称安装有两条第二导轨,所述气缸内孔磨削机构和滑片安装槽磨削机构通过安装底板可滑动地连接于所述第二导轨上,且第二丝杆上套设有第二螺母座,所述第二螺母座与安装底板连接,第二丝杆转动促使第二螺母座沿第二丝杆长度方向来回移动,以带动安装底板及其上的气缸内孔磨削机构及滑片安装槽磨削机构相对第二导轨来回移动;或者所述第二进给机构为输出直线运动的步进电机或者液压缸或者直线电机。
12、进一步的,所述气缸内孔磨削机构包括连接于第二进给机构上的第四安装座,在第四安装座中水平且可转动地设置有气缸内孔磨削砂轮安装轴,在气缸内孔磨削砂轮安装轴上套设有气缸内孔磨削砂轮。
13、进一步的,所述滑片安装槽磨削机构包括第五安装座,在第五安装座中水平且可转动地设置有滑片安装槽磨削砂轮安装轴,在滑片安装槽磨削砂轮安装轴上套设有滑片安装槽磨削砂轮。
14、进一步的,所述转子压缩机气缸加工设备还包括有带动滑片安装槽磨削机构升降的升降调节机构;所述升降调节机构包括安装于第二进给机构上的第六安装座,在第六安装座上竖直设置有第三丝杆以及两条第三导轨,所述滑片安装槽磨削机构可滑动地连接于第三导轨上,且第三丝杆上套设有第三螺母座,所述第三螺母座与滑片安装槽磨削机构连接,第三丝杆转动促使第三螺母座沿第三丝杆长度方向来回移动,以带动滑片安装槽磨削机构相对第三导轨来回移动;或者所述升降调节机构为输出直线运动的步进电机或者液压缸或者直线电机。
- 还没有人留言评论。精彩留言会获得点赞!