一种合金液定量防氧化浇筑的半自动注模装置的制作方法
本技术属于合金液注模,特别是涉及一种合金液定量防氧化浇筑的半自动注模装置。
背景技术:
1、合金液是指一种金属与另一种或几种金属或非金属经过混合熔化后得到的液体,是合金工件的注模原料,而在合金液的注模过程中,常常会使用到半自动注模装置,通过半自动注模装置将合金液浇注到模具内,从而实现了合金工件的生产,但现有的半自动注模装置存在以下缺点:
2、现有的半自动注模装置在使用时,其合金液会与空气之间相互接触,从而导致合金液发生氧化现象,进而影响到注模效果,因此不便于进行使用;
3、现有的半自动注模装置在使用时,其不便于实现定量注模,导致部分合金液被浪费掉,因此不便于进行使用。
4、因此,现有的合金液半自动注模装置,无法满足实际使用中的需求,所以市面上迫切需要能改进的技术,以解决上述问题。
技术实现思路
1、本实用新型的目的在于提供一种合金液定量防氧化浇筑的半自动注模装置,通过设置主体组件,利用进气管和排气管向合金液罐内添加惰性气体,解决了现有的合金液容易被氧化的问题,通过设置定量组件,利用定时器、红外接收器和红外发射器定时控制盖板的升降,实现了合金液的定量注模,解决了现有的注模装置不便于进行定量注模的问题。
2、为解决上述技术问题,本实用新型是通过以下技术方案实现的:
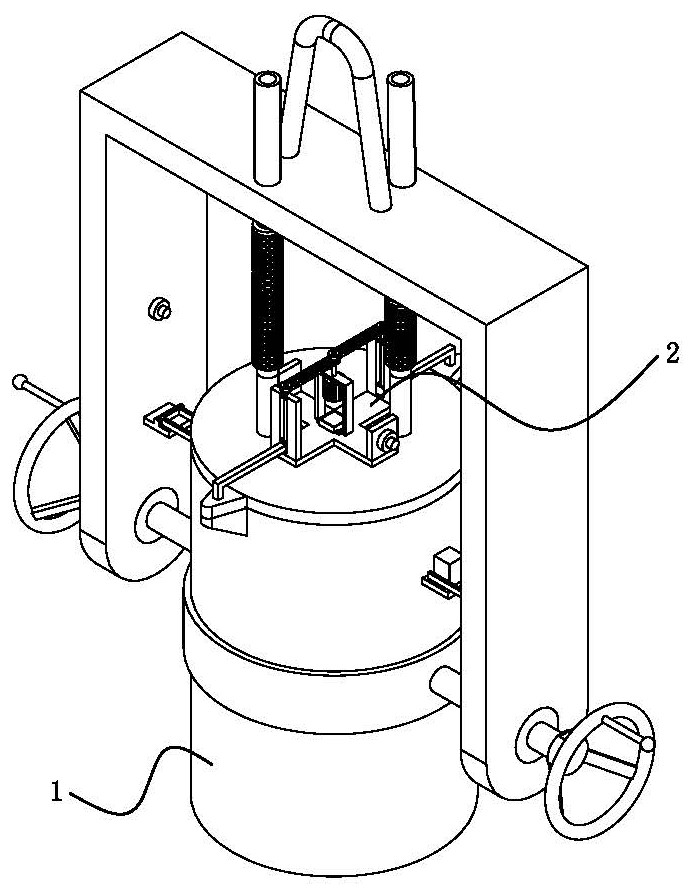
3、本实用新型为一种合金液定量防氧化浇筑的半自动注模装置,包括主体组件和定量组件,主体组件包括合金液罐、位于合金液罐外侧的u型架、以及分别贯穿合金液罐顶部前后端的进气管和排气管,合金液罐活动连接在u型架的内侧,合金液罐前后端面的上方均固定连接有出液嘴,进气管和排气管的底端均贯穿合金液罐的顶部并延伸至合金液罐的内侧,进气管和排气管的顶端均固定连接有伸缩软管,伸缩软管的顶端贯穿u型架的顶部并延伸至u型架的上方;
4、定量组件包括固定连接在合金液罐顶部中心位置的连接板、通过丝杆分别活动连接在连接板前后端的盖板、以及分别固定连接在连接板两侧和u型架两侧内壁上的红外接收器和红外发射器,连接板上表面中心位置固定连接有定时器,连接板上表面前后端和两侧分别固定连接有第一安装板和第二安装板,第一安装板的端面上开设有滑槽,丝杆活动连接在滑槽的内侧,丝杆的外壁上螺纹套设有滑块,盖板分别固定连接在滑块的前后端,盖板的下表面抵触连接在出液嘴的顶部,红外接收器分别固定连接在第二安装板的背向面上。
5、进一步地,u型架两侧外壁下方均活动连接有转轴,转轴的一端固定连接有套环,套环套设在合金液罐的外壁中心位置上,转轴的另一端固定连接有手轮。
6、进一步地,u型架的两侧外壁下方均开设有通孔,通孔的内侧均固定连接有轴承,转轴套接在轴承的内侧。
7、进一步地,u型架的顶部中心位置焊接有连接块。
8、进一步地,合金液罐和u型架之间设置有限位件,限位件包括第一固定板、第二固定板和卡块,第一固定板和第二固定板分别固定连接在合金液罐的两侧外壁和u型架的两侧内壁上方,第一固定板的上表面中心位置固定连接有安装块,卡块的一端活动连接在第二固定板的上表面,卡块的另一端卡接在安装块的外壁上。
9、进一步地,第二固定板上表面的前后端均固定连接有安装座,安装座相邻之间固定连接有安装杆,卡块的一端套接在安装杆的外壁上。
10、进一步地,丝杆的顶端贯穿滑槽的顶部并固定连接有从动轮,从动轮位于第一安装板的上方,连接板的上表面中心位置通过固定架固定连接有马达,马达的输出轴上套设有双槽轮,从动轮和双槽轮之间通过皮带传动连接。
11、进一步地,滑块的前端面或后端面上固定连接有连接杆,连接杆的另一端固定连接在盖板的上表面中心位置。
12、本实用新型具有以下有益效果:
13、本实用新型通过主体组件的设置,通过进气管向盛放有合金液的合金液罐内添加惰性气体,从而使得合金液罐内的空气通过排气管被排出,减少了合金液与空气之间的接触,进而对合金液起到了防氧化作用。
14、本实用新型通过定量组件的设置,通过红外接收器和红外发射器来控制器丝杆的正转,其丝杆的正转的带动盖板向上进行运动,从而使得盖板与出液嘴分离,此时合金液罐内的液体流出,并通过定时器来定时控制丝杆的反转,从而使得盖板与出液嘴接触,进而实现了对合金液的定量注模。
技术特征:
1.一种合金液定量防氧化浇筑的半自动注模装置,包括主体组件(1)和定量组件(2),其特征在于:所述主体组件(1)包括合金液罐(11)、位于所述合金液罐(11)外侧的u型架(12)、以及分别贯穿所述合金液罐(11)顶部前后端的进气管(13)和排气管(14),所述合金液罐(11)活动连接在所述u型架(12)的内侧,所述合金液罐(11)前后端面的上方均固定连接有出液嘴(111),所述进气管(13)和所述排气管(14)的底端均贯穿所述合金液罐(11)的顶部并延伸至所述合金液罐(11)的内侧,所述进气管(13)和所述排气管(14)的顶端均固定连接有伸缩软管(131),所述伸缩软管(131)的顶端贯穿所述u型架(12)的顶部并延伸至所述u型架(12)的上方;
2.根据权利要求1所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述u型架(12)两侧外壁下方均活动连接有转轴(112),所述转轴(112)的一端固定连接有套环(113),所述套环(113)套设在所述合金液罐(11)的外壁中心位置上,所述转轴(112)的另一端固定连接有手轮(114)。
3.根据权利要求2所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述u型架(12)的两侧外壁下方均开设有通孔(121),所述通孔(121)的内侧均固定连接有轴承(122),所述转轴(112)套接在所述轴承(122)的内侧。
4.根据权利要求3所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述u型架(12)的顶部中心位置焊接有连接块(123)。
5.根据权利要求2所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述合金液罐(11)和所述u型架(12)之间设置有限位件(15),所述限位件(15)包括第一固定板(151)、第二固定板(152)和卡块(153),所述第一固定板(151)和所述第二固定板(152)分别固定连接在所述合金液罐(11)的两侧外壁和所述u型架(12)的两侧内壁上方,所述第一固定板(151)的上表面中心位置固定连接有安装块(154),所述卡块(153)的一端活动连接在所述第二固定板(152)的上表面,所述卡块(153)的另一端卡接在所述安装块(154)的外壁上。
6.根据权利要求5所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述第二固定板(152)上表面的前后端均固定连接有安装座(155),所述安装座(155)相邻之间固定连接有安装杆(156),所述卡块(153)的一端套接在所述安装杆(156)的外壁上。
7.根据权利要求1所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述丝杆(22)的顶端贯穿所述滑槽(213)的顶部并固定连接有从动轮(221),所述从动轮(221)位于所述第一安装板(212)的上方,所述连接板(21)的上表面中心位置通过固定架(262)固定连接有马达(26),所述马达(26)的输出轴上套设有双槽轮(261),所述从动轮(221)和所述双槽轮(261)之间通过皮带(222)传动连接。
8.根据权利要求1所述的一种合金液定量防氧化浇筑的半自动注模装置,其特征在于:所述滑块(231)的前端面或后端面上固定连接有连接杆(232),所述连接杆(232)的另一端固定连接在所述盖板(23)的上表面中心位置。
技术总结
本技术公开了一种合金液定量防氧化浇筑的半自动注模装置,涉及合金液注模技术领域。本技术包括主体组件和定量组件,主体组件包括合金液罐、U型架、以及分别贯穿合金液罐顶部前后端的进气管和排气管;定量组件包括连接板、通过丝杆活动连接盖板、以及分别固定连接在连接板两侧和U型架两侧内壁上的红外接收器和红外发射器,连接板上表面固定连接有定时器。本技术通过设置主体组件,利用进气管和排气管向合金液罐内添加惰性气体,解决了现有的合金液容易被氧化的问题,通过设置定量组件,利用定时器、红外接收器和红外发射器定时控制盖板的升降,实现了合金液的定量注模,解决了现有的不便于进行定量注模的问题。
技术研发人员:张国义,张露元
受保护的技术使用者:云南大泽电极科技股份有限公司
技术研发日:20230719
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!