一种发动机缸孔珩磨夹具的制作方法
本技术属于汽车发动机缸体加工,涉及一种发动机缸孔珩磨夹具。
背景技术:
1、珩磨加工起源于20世纪初期,应用于汽车及内燃机汽缸的加工,效果良好。活塞在发动机缸体的缸孔内做往复运动。为满足发动机往复功能的使用,对发动机缸体表面质量有较高的要求,普通的机械加工手段难以满足工艺要求,通常使用珩磨加工工艺对缸体缸孔进行加工。使用珩磨机对发动机缸体缸孔进行珩磨,和其他的加工工艺相比可以获得较高的表面加工质量。
2、现有的发动机缸体机型有直列式和v型系列缸体,现有的装夹方式通过定位销定位装夹,但仅局限于直列式发动机缸体加工,无法满足v型系列缸体加工。v型缸体珩磨过程中,需要将工作台旋转a角度,(根据v型机夹角来确定旋转角度)保证机床主轴与发动机缸孔同轴。由于v型缸体体积大,重量大约80kg,在工作台摆角过程点压力量不够,可能会导致缸体从台面翻转,磕伤工件或损坏设备。设备资源比较紧张,仅有一台设备,在实际加工过程中,涉及多种机型,因为4缸缸体与12缸缸体长度差别比较大,需要反复多次的更换工装夹具。每个机型夹具都是根据定位销与销孔之间配合定位,但多次更换夹具导致销孔磨损、销孔变形,使定位不准确。
技术实现思路
1、本实用新型为了克服现有技术存在的问题,提供了一种发动机缸孔珩磨夹具。
2、本实用新型是采用如下技术方案实现的:
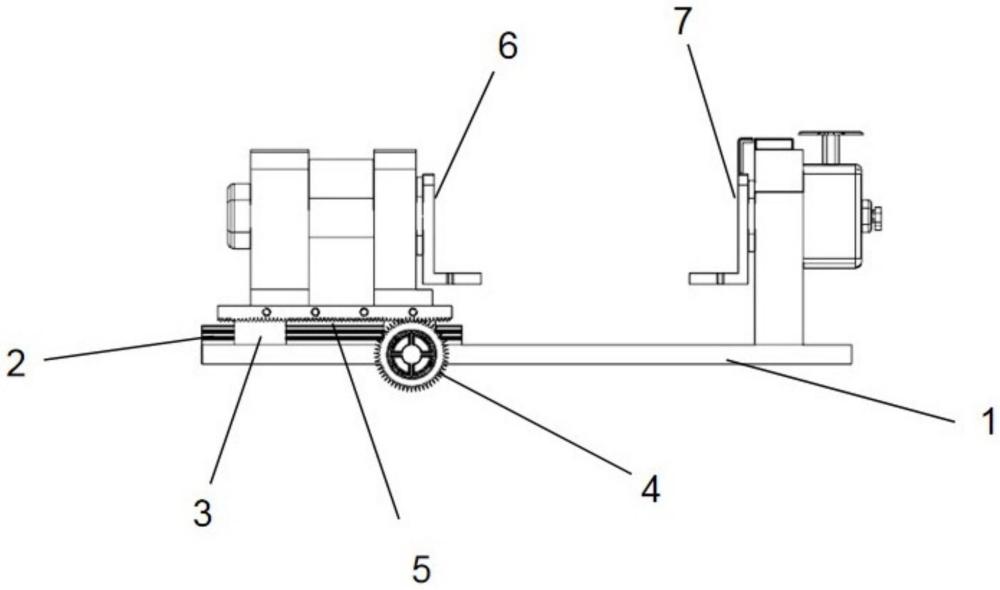
3、一种发动机缸孔珩磨夹具,用于使用珩磨机对发动机缸体的缸孔进行珩磨加工时,对发动机缸体进行夹持固定,包括一个矩形板状的夹具底板,夹具底板左侧设置有能够在夹具底板上左右移动并固定位置的第二基座,夹具底板右侧有固定设置的第三基座,第三基座上有一个轴线沿竖直方向设置的角度调节手轮,第三基座上转动连接有一个由角度调节手轮的转动带动沿水平面左右方向的轴线转动并固定位置的直角板结构的主动旋转支撑l板,第二基座上转动连接有一个能够沿水平面左右方向的轴线转动的直角板结构的被动旋转支撑l板,一个矩形板状的用于支撑和夹持固定发动机缸体的支撑底板的两端分别插接固定在主动旋转支撑l板和被动旋转支撑l板上,主动旋转支撑l板的转动依次带动支撑底板和被动旋转支撑l板转动。
4、进一步的技术方案包括:
5、夹具底板的左侧间隔且对称设置有两个行程导轨,每个行程导轨上滑动连接有两个移动滑块,四个移动滑块固定设置在一个矩形板状的第一基座,第二基座固定设置在第一基座上,第一基座的下表面一侧固定设置有从动齿条,夹具底板靠近从动齿条一侧的侧表面上转动连接有一个主动齿轮,主动齿轮与从动齿条啮合,转动主动齿轮通过从动齿条带动第一基座通过四个移动滑块在夹具底板上沿两条行程导轨左右移动。
6、第二基座的右侧表面转动连接由一个第二基座旋转轴,第二基座旋转轴与被动旋转支撑l板的竖直部的中心处的轴孔固定连接。
7、主动旋转支撑l板的竖直部的中心处的轴孔与一个第三基座旋转轴的一端固定连接,第三基座的右侧表面上固定设置有一个矩形盒体,角度调节手轮的转轴穿过矩形盒体的上表面与矩形盒体内的一个轴线沿竖直方向设置的主动斜齿轮同轴固定连接,第三基座旋转轴的另一端穿过第三基座和矩形盒体的左侧表面与矩形盒体内的一个轴线沿水平面左右方向设置的从动斜齿轮同轴固定连接,从动斜齿轮的齿轮内孔的前端的纵向截面为正六边形进而形成一个限位销孔,一个限位键的前端的纵向截面为正六边形,限位键的前端能够插入限位销孔中进而能够限制从动斜齿轮转动,限位键的后端穿过矩形盒体的右侧表面与一个设置在矩形盒体的右侧表面上的角度限位开关的转轴固定连接,限位键的前端插入限位销孔后,角度限位开关与矩形盒体的右侧表面卡接固定。
8、支撑底板的两端各有两个间隔且对称设置的支撑底板长圆孔,被动旋转支撑l板和主动旋转支撑l板上各有两个用于插入对应的支撑底板长圆孔的长圆形凸台,被动旋转支撑l板和主动旋转支撑l板上的长圆形凸台插入对应的支撑底板长圆孔,将支撑底板的两端分别插接固定在主动旋转支撑l板和被动旋转支撑l板上。
9、支撑底板的两侧各设置有一个t字形的凸形基板,两个凸形基板的竖直部均向内设置,且两个凸形基板间隔且对称设置,每个凸形基板上均设置有一个横向布置的柱形的与发动机缸体主轴承孔配合的曲面压板,两个曲面压板对称设置,曲面压板的中部与一个曲面压板螺栓螺纹连接,曲面压板螺栓竖直固定设置在凸形基板上,曲面压板的后端的下表面固定向下设置有一个圆柱形的曲面压板高度限位销,转动曲面压板使曲面压板沿曲面压板螺栓向下运动,曲面压板高度限位销的下端面与凸形基板的上表面接触以限制曲面压板向下运动的极限位置。
10、两个凸形基板之间有四个呈矩形的四个角点位置分布的矩形的基块,每个基块上均有一个矩形的与发动机缸体底面接触的垫块,四个垫块位于同一个水平面上。
11、其中一个基块上竖直向上固定设置有一个用于插入发动机缸体底面上的圆柱形定位孔中的圆柱形定位销,与该圆柱形定位销所在的基块位于同一个对角线上的另一个基块上竖直向上固定设置有一个用于插入发动机缸体底面上的菱形定位孔中的菱形定位销。
12、主动旋转支撑l板的竖直部上固定向上设置有一个竖直板状的零位基准板,零位基准板上设置有一个沿左右方向的零位校准线,第三基座的上表面上固定设置有一个矩形块装的零位基准块,零位基准块上也设置有一个沿左右方向的零位校准线,当主动旋转支撑l板的水平部处于水平位置时,零位基准板上的零位校准线与零位基准块上的零位校准线对齐在同一条直线上。
13、主动齿轮的中心处与一个位移手轮的轮轴同轴固定连接,转动位移手轮以使主动齿轮转动。
14、与现有技术相比本实用新型的有益效果是:
15、本实用新型提供的一种发动机缸孔珩磨夹具,通过行程导轨滑动带动基座移动,实现工作台在x轴向移动,翻转支撑底板使支撑底板上的缸体产生摆角a,并且缸孔上表面与主轴垂直,提高了多缸加工以及v型系列缸体加工的能力,解决了多类型夹具更换以及超长缸体缸孔加工和v型系列翻转加工问题,降低了设备转台采购成本,提高了珩磨加工的生产效率,缸孔表面的关键参数精度。本实用新型的实施,节省了多类型缸体夹具的设计及耗材,并且实现了一种夹具多次种类加工。
技术特征:
1.一种发动机缸孔珩磨夹具,用于使用珩磨机对发动机缸体的缸孔进行珩磨加工时,对发动机缸体进行夹持固定,包括一个矩形板状的夹具底板(1),其特征在于,夹具底板(1)左侧设置有能够在夹具底板(1)上左右移动并固定位置的第二基座(8),夹具底板(1)右侧有固定设置的第三基座(9),第三基座(9)上有一个轴线沿竖直方向设置的角度调节手轮(15),第三基座(9)上转动连接有一个由角度调节手轮(15)的转动带动沿水平面左右方向的轴线转动并固定位置的直角板结构的主动旋转支撑l板(7),第二基座(8)上转动连接有一个能够沿水平面左右方向的轴线转动的直角板结构的被动旋转支撑l板(6),一个矩形板状的用于支撑和夹持固定发动机缸体的支撑底板(11)的两端分别插接固定在主动旋转支撑l板(7)和被动旋转支撑l板(6)上,主动旋转支撑l板(7)的转动依次带动支撑底板(11)和被动旋转支撑l板(6)转动。
2.根据权利要求1所述的一种发动机缸孔珩磨夹具,其特征在于,夹具底板(1)的左侧间隔且对称设置有两个行程导轨(2),每个行程导轨(2)上滑动连接有两个移动滑块(3),四个移动滑块(3)固定设置在一个矩形板状的第一基座(12),第二基座(8)固定设置在第一基座(12)上,第一基座(12)的下表面一侧固定设置有从动齿条(5),夹具底板(1)靠近从动齿条(5)一侧的侧表面上转动连接有一个主动齿轮(4),主动齿轮(4)与从动齿条(5)啮合,转动主动齿轮(4)通过从动齿条(5)带动第一基座(12)通过四个移动滑块(3)在夹具底板(1)上沿两条行程导轨(2)左右移动。
3.根据权利要求1所述的一种发动机缸孔珩磨夹具,其特征在于,第二基座(8)的右侧表面转动连接由一个第二基座旋转轴,第二基座旋转轴与被动旋转支撑l板(6)的竖直部的中心处的轴孔固定连接。
4.根据权利要求1所述的一种发动机缸孔珩磨夹具,其特征在于,主动旋转支撑l板(7)的竖直部的中心处的轴孔与一个第三基座旋转轴的一端固定连接,第三基座(9)的右侧表面上固定设置有一个矩形盒体,角度调节手轮(15)的转轴穿过矩形盒体的上表面与矩形盒体内的一个轴线沿竖直方向设置的主动斜齿轮(26)同轴固定连接,第三基座旋转轴的另一端穿过第三基座(9)和矩形盒体的左侧表面与矩形盒体内的一个轴线沿水平面左右方向设置的从动斜齿轮(25)同轴固定连接,从动斜齿轮(25)的齿轮内孔的前端的纵向截面为正六边形进而形成一个限位销孔(28),一个限位键(27)的前端的纵向截面为正六边形,限位键(27)的前端能够插入限位销孔(28)中进而能够限制从动斜齿轮(25)转动,限位键(27)的后端穿过矩形盒体的右侧表面与一个设置在矩形盒体的右侧表面上的角度限位开关(10)的转轴固定连接,限位键(27)的前端插入限位销孔(28)后,角度限位开关(10)与矩形盒体的右侧表面卡接固定。
5.根据权利要求1所述的一种发动机缸孔珩磨夹具,其特征在于,支撑底板(11)的两端各有两个间隔且对称设置的支撑底板长圆孔(18),被动旋转支撑l板(6)和主动旋转支撑l板(7)上各有两个用于插入对应的支撑底板长圆孔(18)的长圆形凸台(16),被动旋转支撑l板(6)和主动旋转支撑l板(7)上的长圆形凸台插入对应的支撑底板长圆孔(18),将支撑底板(11)的两端分别插接固定在主动旋转支撑l板(7)和被动旋转支撑l板(6)上。
6.根据权利要求1所述的一种发动机缸孔珩磨夹具,其特征在于,支撑底板(11)的两侧各设置有一个t字形的凸形基板(21),两个凸形基板(21)的竖直部均向内设置,且两个凸形基板(21)间隔且对称设置,每个凸形基板(21)上均设置有一个横向布置的柱形的与发动机缸体主轴承孔配合的曲面压板(24),两个曲面压板(24)对称设置,曲面压板(24)的中部与一个曲面压板螺栓(29)螺纹连接,曲面压板螺栓(29)竖直固定设置在凸形基板(21)上,曲面压板(24)的后端的下表面固定向下设置有一个圆柱形的曲面压板高度限位销(30),转动曲面压板(24)使曲面压板(24)沿曲面压板螺栓(29)向下运动,曲面压板高度限位销(30)的下端面与凸形基板(21)的上表面接触以限制曲面压板(24)向下运动的极限位置。
7.根据权利要求6所述的一种发动机缸孔珩磨夹具,其特征在于,两个凸形基板(21)之间有四个呈矩形的四个角点位置分布的矩形的基块(19),每个基块(19)上均有一个矩形的与发动机缸体底面接触的垫块(22),四个垫块(22)位于同一个水平面上。
8.根据权利要求7所述的一种发动机缸孔珩磨夹具,其特征在于,其中一个基块(19)上竖直向上固定设置有一个用于插入发动机缸体底面上的圆柱形定位孔中的圆柱形定位销(20),与该圆柱形定位销(20)所在的基块(19)位于同一个对角线上的另一个基块(19)上竖直向上固定设置有一个用于插入发动机缸体底面上的菱形定位孔中的菱形定位销(23)。
9.根据权利要求1至8中任意一项所述的一种发动机缸孔珩磨夹具,其特征在于,主动旋转支撑l板(7)的竖直部上固定向上设置有一个竖直板状的零位基准板(13),零位基准板(13)上设置有一个沿左右方向的零位校准线,第三基座(9)的上表面上固定设置有一个矩形块装的零位基准块(14),零位基准块(14)上也设置有一个沿左右方向的零位校准线,当主动旋转支撑l板(7)的水平部处于水平位置时,零位基准板(13)上的零位校准线与零位基准块(14)上的零位校准线对齐在同一条直线上。
10.根据权利要求9所述的一种发动机缸孔珩磨夹具,其特征在于,主动齿轮(4)的中心处与一个位移手轮(17)的轮轴同轴固定连接,转动位移手轮(17)以使主动齿轮(4)转动。
技术总结
本技术提供了一种发动机缸孔珩磨夹具,夹具底板左侧设置有能够在夹具底板上左右移动并固定位置的第二基座,夹具底板右侧有固定设置的第三基座,第三基座上有一个轴线沿竖直方向设置的角度调节手轮,第三基座上转动连接有一个由角度调节手轮的转动带动沿水平面左右方向的轴线转动并固定位置的直角板结构的主动旋转支撑L板,第二基座上转动连接有一个能够沿水平面左右方向的轴线转动的直角板结构的被动旋转支撑L板,一个矩形板状的用于支撑和夹持固定发动机缸体的支撑底板的插接固定在主动旋转支撑L板和被动旋转支撑L板上;本夹具解决了多类型夹具更换以及超长缸体缸孔加工和v型系列翻转加工问题,降低了设备转台采购成本。
技术研发人员:陈维通,杨永修,丁园,李继东,张兴野,张鑫,李国通,刘新月,崔圣笛,孙广武
受保护的技术使用者:中国第一汽车股份有限公司
技术研发日:20230731
技术公布日:2024/3/17
- 还没有人留言评论。精彩留言会获得点赞!