一种导航仪外壳模具的制作方法
本技术涉及压铸模具,特别涉及一种导航仪外壳模具。
背景技术:
1、压铸模具通常用来铸造金属零部件,例如导航仪外壳,可通过导航仪外壳模具进行压铸形成,进行大规模生产,在压铸金属件时可将金属液注入模具的模具内,在金属液未完全冷却时将金属液进行加压塑型,从而使得金属液能够形成压铸件,在铸件加工时,由于合金溶液的冷却凝固速度比较快,从模具上的浇口流到工件各个部位时间和状态有差异,因此,如果按常规设计模具,容易导致产品在浇筑过程中各部位产生冷纹、裂纹、夹渣、密度不均匀等不良现象。
技术实现思路
1、本实用新型的主要目的是提供一种导航仪外壳模具,旨在提高压铸件的脱模效率。
2、为实现上述目的,本实用新型提出一种导航仪外壳模具,包括底座、抽芯结构、固定结构、浇口以及塑具,所述塑具包括:
3、上成型座,所述上成型座表面设有成型模;
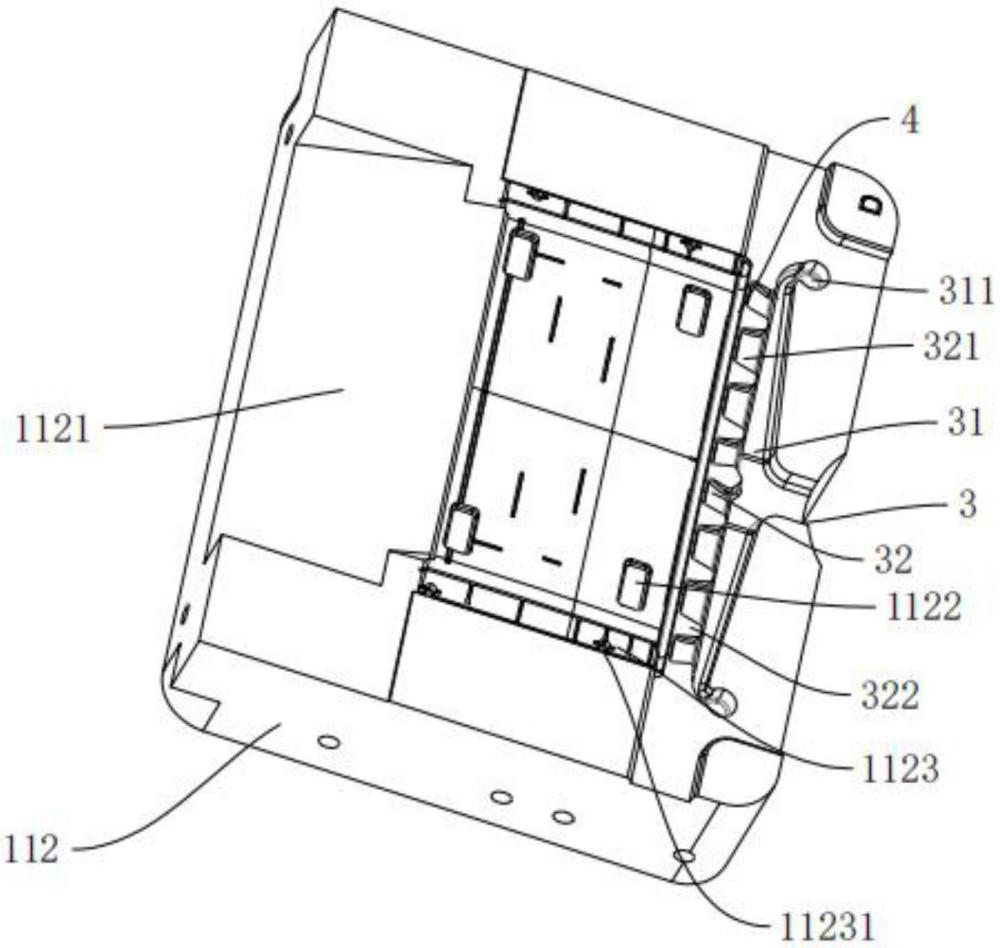
4、下成型座,所述下成型座嵌设于所述底座,所述下成型座内设有成型槽,所述成型模与所述成型槽对应设置,且所述成型模贴合所述成型槽,所述浇口设置于所述上成型座与所述下成型座贴合处,所述浇口设有流通面,所述流通面延伸至所述下成型座侧壁两端,所述流通面靠近所述成型槽一侧设置有分流槽,所述分流槽设有多个,且所述分流槽间隔设置于所述流通面,所述分流槽之间固定设有分流柱,所述分流柱与所述成型槽之间形成多个分流通道,所述分流通道用于将流入的金属液进行分流;
5、抽芯结构,所述抽芯结构抵接于所述塑具一侧。
6、在本申请一实施例中,所述下成型座靠近抽芯结构一侧设有抵接面,所述抵接面抵接于所述抽芯结构抽离压铸件一侧。
7、在本申请一实施例中,所述流通面两端设有汇集槽,所述汇集槽设置为凹槽,所述汇集槽用缓冲流入的金属液。
8、在本申请一实施例中,所述分流通道靠近所述成型槽一侧设置有引流面,所述引流面凹设在所述分流通道与所述成型槽连接处,且所述引流面连通所述成型槽。
9、在本申请一实施例中,所述分流柱贴合于所述分流槽。
10、在本申请一实施例中,所述成型槽周缘设有泄压位,所述泄压位内设有排气孔,所述排气孔设为通孔。
11、本实用新型技术方案通过采用将模具分成上下两个成形座,进而将金属液进行塑型,通过上成型座内嵌设的凸块以及下成型座的成型槽进行相互配合并通过压铸机的挤压从而使得金属液可被压铸成型,当金属液冷却后可固定成型,通过抽芯结构可将压铸成型的金属件进行抽出。
技术特征:
1.一种导航仪外壳模具,包括底座、抽芯结构、固定结构、浇口以及塑具,其特征在于,所述塑具包括:
2.如权利要求1所述的一种导航仪外壳模具,其特征在于,所述下成型座靠近抽芯结构一侧设有抵接面,所述抵接面抵接于所述抽芯结构抽离压铸件一侧。
3.如权利要求1所述的一种导航仪外壳模具,其特征在于,所述流通面两端设有汇集槽,所述汇集槽设置为凹槽,所述汇集槽用缓冲流入的金属液。
4.如权利要求1所述的一种导航仪外壳模具,其特征在于,所述分流通道靠近所述成型槽一侧设置有引流面,所述引流面凹设在所述分流通道与所述成型槽连接处,且所述引流面连通所述成型槽。
5.如权利要求4所述的一种导航仪外壳模具,其特征在于,所述分流柱贴合于所述分流槽。
6.如权利要求4所述的一种导航仪外壳模具,其特征在于,所述成型槽周缘设有泄压位,所述泄压位内设有排气孔,所述排气孔设为通孔。
技术总结
本技术涉及压铸模具技术领域,特别涉及一种导航仪外壳模具,包括底座、抽芯结构、固定结构、浇口以及塑具,塑具包括上成型座和下成型座,上成型座表面设有成型模,下成型座嵌设于所述底座,下成型座内设有成型槽,成型模与成型槽对应设置,且成型模贴合成型槽,浇口设置于上成型座与下成型座贴合处,浇口设有流通面,流通面延伸至下成型座侧壁两端,流通面靠近成型槽一侧设置有分流槽,分流槽设有多个,且分流槽间隔设置于流通面,分流槽之间固定设有分流柱,分流柱与成型槽之间形成多个分流通道,分流通道用于将流入的金属液进行分流;抽芯结构抵接于塑具一侧;本技术技术方案旨在提高压铸件的脱模效率。
技术研发人员:张日昌,周鹏
受保护的技术使用者:深圳华晔美合金科技有限公司
技术研发日:20230809
技术公布日:2024/3/21
- 还没有人留言评论。精彩留言会获得点赞!