一种薄壁件水冷板的液态模锻模具的制作方法
本技术专利涉及水冷板挤压铸造模具制备领域,具体涉及一种薄壁件水冷板的液态模锻模具。
背景技术:
1、商用车轻量化已经成为一种趋势。100公里商用车排放量是乘用车排放量的3~4倍,然而车每减重10%可降低排放5%~6%。同时汽车轻量化也是国家标准及法规的需要,法规严格规定了车辆的油耗限值和车辆重量限值。从用户角度每辆车减重1000kg,按行驶10万公里计算,用户可获收入3.5万元~7万元。无论从政策、环境保护、用户成本上来讲,铝合金材料挤压铸造代替铸钢件,完全满足产品使用工况所需性能。从轻量化、成本上都有明显的优势。
2、针对压铸产品的结构强度要求,常用的方法是慢速高压,以排空气体,并通过对产品局部加压,来获取高致密的产品,以提升产品的承载强度。本实用新型专利提出了一种薄壁件水冷板的液态模锻模具。生产的水冷板性能优越、轻量化效果显著、工艺稳定性好,产品采用一模一穴的生产方式实现。
技术实现思路
1、为了克服现有技术的上述缺陷,本实用新型的目的在于提供一种薄壁件水冷板的液态模锻模具。
2、为了实现本实用新型的目的,所采用的技术方案是:
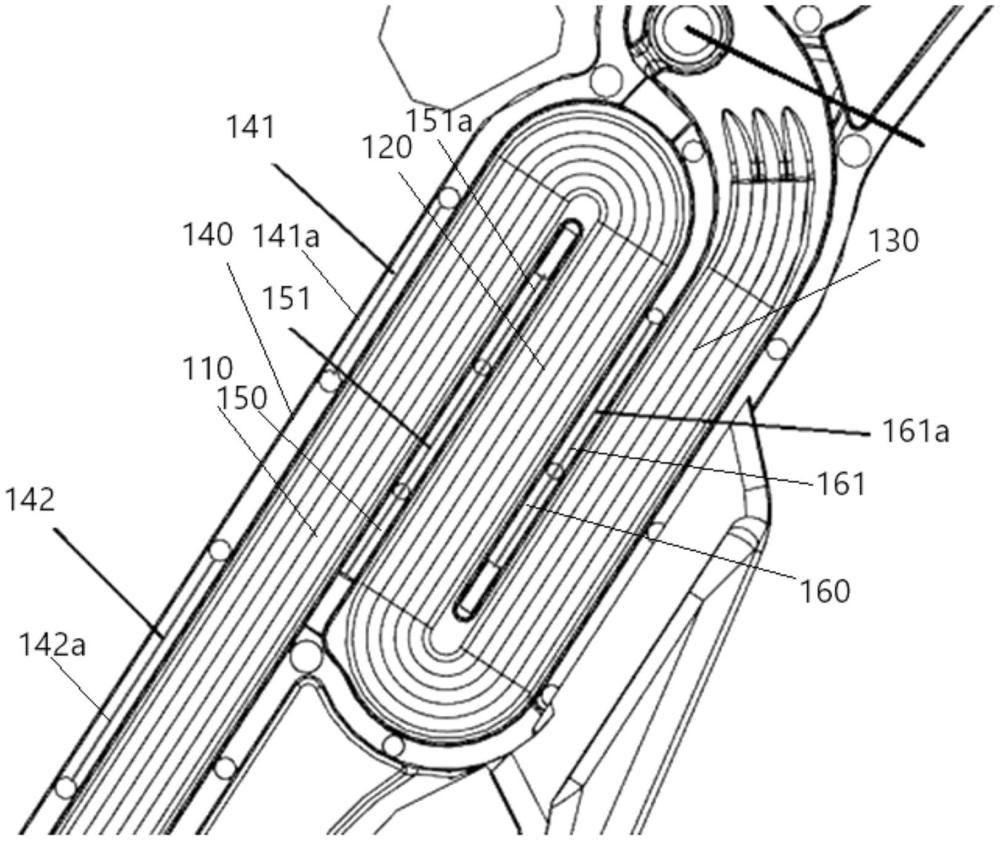
3、一种薄壁件水冷板的液态模锻模具,包括:
4、一金属液填充腔,所述金属液填充腔为弯曲回转结构,设置有相连的第一弯道、第二弯道和第三弯道;
5、所述金属液填充腔下端通过第一浇道和第二浇道支撑,所述第一浇道和第二浇道底部通过料柄支撑呈托腮结构;
6、在所述第一弯道远离所述第二弯道的一侧的第一渣包处设置有若干第一排气结构;
7、在所述第一弯道靠近所述第二弯道的一侧的第二渣包处设置有若干第二排气结构;
8、在所述第二弯道靠近所述第三弯道的一侧的第三渣包处设置有若干第三排气结构;
9、所述第一排气结构、第二排气结构和第三排气结构的排气孔之间通过排气缝相连;
10、在所述第一弯道与所述第二弯道的相连壁厚区域设置有挤压包。
11、在本实用新型的一个优选实施例中,所述第一浇道在靠近第一弯道的位置设置有第一浇口。
12、在本实用新型的一个优选实施例中,所述第二浇道在靠近所述第三弯道的位置设置有第二浇口。
13、在本实用新型的一个优选实施例中,所述挤压包处设置有第一排气通道和第二排气通道。
14、在本实用新型的一个优选实施例中,所述第一弯道的一侧设置有第三排气通道。
15、在本实用新型的一个优选实施例中,所述金属液为铝液。
16、在本实用新型的一个优选实施例中,所述金属液填充腔和托腮结构呈壳状结构并一体成型,成型材质为钢材质。
17、在本实用新型的一个优选实施例中,所述排气缝的间隙宽度为0.08-0.1毫米。
18、本实用新型的有益效果在于:
19、利用产品的结构特点,水冷板自身的水道特征设置排气缝,产生压力差,引导气体流向,进而引导铝水的流动,将铝水常规的直线流动,沿着薄壁形成的曲折结构流动,以达到型腔充分成型的目的。
技术特征:
1.一种薄壁件水冷板的液态模锻模具,其特征在于,包括:
2.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述第一浇道在靠近第一弯道的位置设置有第一浇口。
3.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述第二浇道在靠近所述第三弯道的位置设置有第二浇口。
4.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述挤压包处设置有第一排气通道和第二排气通道。
5.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述第一弯道的一侧设置有第三排气通道。
6.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述金属液为铝液。
7.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述金属液填充腔和托腮结构呈壳状结构并一体成型,成型材质为钢材质。
8.如权利要求1所述的一种薄壁件水冷板的液态模锻模具,其特征在于,所述排气缝的间隙宽度为0.08-0.1毫米。
技术总结
本技术公开的一种薄壁件水冷板的液态模锻模具,包括:金属液填充腔,金属液填充腔设置有第一弯道、第二弯道和第三弯道;金属液填充腔下端通过第一浇道和第二浇道支撑,第一浇道和第二浇道底部通过料柄支撑呈托腮结构;在第一弯道远离所述第二弯道的一侧的第一渣包处设置有第一排气结构;在第一弯道靠近第二弯道的一侧的第二渣包处设置有第二排气结构;在第二弯道靠近第三弯道的一侧的第三渣包处设置有第三排气结构;第一排气结构、第二排气结构和第三排气结构的排气孔之间通过排气缝相连;在第一弯道与所述第二弯道的相连壁厚区域设置有挤压包。本技术具有模具结构简单、工艺一致性好的特点,能够制造出高质量、高稳定性的产品。
技术研发人员:丁林
受保护的技术使用者:科曼车辆部件系统(苏州)有限公司
技术研发日:20230823
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!