成型压机用脱模剂定量喷涂装置的制作方法
本技术属于钕铁硼粉末磁场成型压机,尤其涉及一种成型压机用脱模剂定量喷涂装置。
背景技术:
1、在钕铁硼生产过程中,为了延长磁场成型压机的模具型腔、冲头的使用寿命,并使成型压坯顺利脱模,保证压坯外观完好和模具不受损伤,需要使用脱模剂脱模。
2、申请号为cn202010278183.9的中国专利公开了一种喷脱模剂装置,储料罐储存脱模剂,储料罐的进气口充入高压氮气,储料罐的出液口与雾化喷头连接,在出液口与雾化喷头之间通过节流阀来控制输出脱模剂的流量大小,通过二通电磁阀控制连接输出管的开闭。
3、上述方案中,通过氮气压力驱动脱模剂进入雾化喷头,通过节流阀和二通电磁阀控制脱模剂储料罐输出管的通断时间,来控制喷出脱模剂的量。这种方法存在的问题是当氮气压力不稳定或是储料罐内脱模剂液面较低时,喷出脱模剂的量就会不同,造成生产过程不稳定。脱模剂喷射时间短,膜厚度小,模具容易拉模,破坏压坯表面,脱模剂喷射时间长,膜厚度大,脱模剂消耗量较大,造成了一定程度的浪费,并且脱模剂喷涂过多,会导致产品碳含量增高,使矫顽力随着碳含量的增加下降,使磁体致密性变差,耐腐蚀性能降低。
技术实现思路
1、本实用新型的目的是提供一种可以精准控制脱模剂的喷涂剂量的成型压机用脱模剂定量喷涂装置。
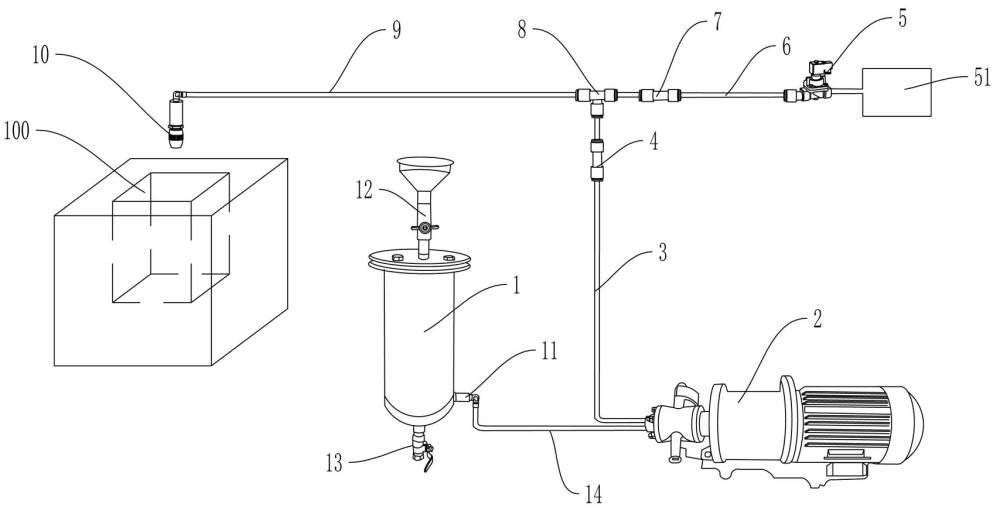
2、为实现上述目的,本实用新型采用如下技术方案:一种成型压机用脱模剂定量喷涂装置,包括用于储存脱模剂的储料罐,还包括定量泵和雾化喷头,储料罐与定量泵间通过脱模剂流入管连通,定量泵与雾化喷头间通过脱模剂流出管连通,脱模剂流出管与氮气通入管的输出端连通,氮气通入管的输入端用于供氮气通入,所述脱模剂流出管包括脱模剂出口管和通气管,所述脱模剂出口管和通气管之间通过三通阀连接,所述三通阀包括腔室、一个进口和两个出口,所述三通阀的两个出口分别与所述氮气通入管和所述通气管连接,所述三通阀的进口与所述脱模剂出口管连接,所述三通阀的进口位于三通阀腔室以及两个出口的下方,所述脱模剂出口管和氮气通入管上均设有单向阀。
3、使用中,操作人员先根据成型压机模腔的长宽,以及钕铁硼粉能在成型压机模腔中所堆叠的高度,算出表面积,之后将需要喷涂脱模剂的厚度与表面积相乘,算出所需要的脱模剂的体积量,通过定量泵将该体积量的脱模剂抽出,使得脱模剂流入脱模剂流出管中,之后通过氮气通入管通入高压氮气将脱模剂吹出,最终脱模剂在雾化喷头中雾化。其中定量泵可以是齿轮泵、计量泵以及蠕动泵等等,其中,氮气通入管的一端可以连接压力罐或者增压机。其中雾化喷头为现有的任意一种可以实现脱模剂雾化的喷头。通过设置三通阀使得氮气通入管的高压氮气与脱模剂出口管的脱模剂在三通阀汇合,实现气体和液体的同时导入,保证脱模剂被完全排出。并且脱模剂被齿轮泵抽入至三通阀的腔室内,由于三通阀的进口位于三通阀腔室以及两个出口的下方,脱模剂受到重力,脱模剂的一部分会位于三通阀的进口以及脱模剂出口管内,而三通阀腔室内的脱模剂则为需要被氮气吹出的量。单向阀可以避免高压氮气将三通阀内的脱模剂压回齿轮泵中,以及避免三通阀内的脱模剂流入氮气通入管中,从而防止脱模剂有残留。
4、作为优选,所述储料罐为常压储罐。
5、通过设置常压储罐,无需对储料罐内通入氮气。
6、作为优选,所述储料罐设有与脱模剂流入管连接的流出口,所述流出口位于储料罐的下端。
7、将流出口设置储料罐的下端,可以保证流出口位于脱模剂液面之下,使得脱模剂可以从流出口流出。
8、作为优选,所述定量泵为齿轮泵。
9、齿轮泵的齿轮啮合,齿轮泵每转动一圈,排出的脱模剂量是相同的,脱模剂的总喷涂体积量除以齿轮泵转动一圈的流量,即得到齿轮泵需要转动的圈数。
10、作为优选,所述齿轮泵通过伺服电机驱动。
11、伺服电机每转动一圈的脉冲数可以设定,伺服电机每转动一圈的脉冲数与齿轮泵需要转动的圈数相乘,得到伺服电机齿轮泵排出所需脱模剂总喷涂量的脉冲数p,当采用另一种型号的成型压机时,操作人员在计算后改变设定的脉冲数p,即可控制齿轮泵抽出的脱模剂的体积量。
12、作为优选,所述氮气通入管上设有电磁阀。
13、通过设置电磁阀可以控制氮气通入管内高压氮气的通断。
14、本实用新型具有以下优点:使每次的脱模剂输送量相同,避免脱模剂的浪费,同时避免因含有碳的脱模剂过多所导致钕铁硼的产品中碳含量增多,提高了钕铁硼的磁性性能和耐腐蚀性能,并且压坯外观完好,延长了模具使用寿命,降低了生产成本。
技术特征:
1.一种成型压机用脱模剂定量喷涂装置,包括用于储存脱模剂的储料罐,其特征在于:还包括定量泵和雾化喷头,储料罐与定量泵间通过脱模剂流入管连通,定量泵与雾化喷头间通过脱模剂流出管连通,脱模剂流出管与氮气通入管的输出端连通,氮气通入管的输入端用于供氮气通入,所述脱模剂流出管包括脱模剂出口管和通气管,所述脱模剂出口管和通气管之间通过三通阀连接,所述三通阀包括腔室、一个进口和两个出口,所述三通阀的两个出口分别与所述氮气通入管和所述通气管连接,所述三通阀的进口与所述脱模剂出口管连接,所述三通阀的进口位于三通阀腔室以及两个出口的下方,所述脱模剂出口管和氮气通入管上均设有单向阀。
2.根据权利要求1所述的成型压机用脱模剂定量喷涂装置,其特征在于:所述储料罐为常压储罐。
3.根据权利要求1所述的成型压机用脱模剂定量喷涂装置,其特征在于:所述储料罐设有与脱模剂流入管连接的流出口,所述流出口位于储料罐的下端。
4.根据权利要求1所述的成型压机用脱模剂定量喷涂装置,其特征在于:所述定量泵为齿轮泵。
5.根据权利要求4所述的成型压机用脱模剂定量喷涂装置,其特征在于:所述齿轮泵通过伺服电机驱动。
6.根据权利要求1所述的成型压机用脱模剂定量喷涂装置,其特征在于:所述氮气通入管上设有电磁阀。
技术总结
本技术属于钕铁硼粉末磁场成型压机技术领域,尤其涉及一种成型压机用脱模剂定量喷涂装置。一种成型压机用脱模剂定量喷涂装置,包括用于储存脱模剂的储料罐,所述储料罐连接有控制脱模剂流出体积的定量泵,所述定量泵连接有脱模剂出口管,所述脱模剂出口管与喷头连接,所述脱模剂出口管与喷头之间设有使得脱模剂雾化的氮气通入管。本技术具有可以精准控制脱模剂的喷涂剂量的优点。
技术研发人员:刘峰,沈晓杰,吴晓慧
受保护的技术使用者:浙江英洛华磁业有限公司
技术研发日:20230830
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!