一种新型斜颈加热冒口的制作方法
本技术涉及加热冒口,具体为一种新型斜颈加热冒口。
背景技术:
1、铸造是应用最广泛的金属液态成型工艺,它是将液态金属浇注到铸型型腔中,待其冷却凝固后,获得一定形状的毛坯或零件的方法,,在铸造领域,小型熔模铸件,多数情况下是利用浇道实现补缩效果,但对尺寸较大,结构复杂的铸件,往往需要单独设置冒口进行补缩。冒口是指为避免铸件出现缺陷而附加在铸件上方或侧面的补充部分。功能在铸型中,冒口的型腔是存贮液态金属的空腔,在铸件形成时补给金属,有防止缩孔、缩松、排气和集渣的作用,而冒口的主要作用是补缩。冒口的设计功能不同的冒口,其形式、大小和开设位置均不相同,所以,冒口的设计要考虑铸造合金的性质和铸件的特点。①对于凝固过程中体积收缩不大的合金(如灰铸铁),或不产生集中缩孔的合金(如锡青铜),冒口的作用主要是排放型腔中的气体和收集液流前沿混有夹杂物或氧化膜的金属液,以减少铸件上的缺陷。这种冒口多置于内浇口的对面,其尺寸也不必太大。
2、现有技术cn 215587794 u中公开的一种新型斜颈加热冒口,包括冒口本体、凸环以及顶盖等部件,虽然该实用新型可提高冒口本体密封性,根据搅拌杆插入深度,使卡块与合适的固定槽卡接,对搅拌杆深度进行固定,转动搅拌杆,使搅拌叶片对冒口本体内部金属液进行搅拌,当排气量大时,打开对应的密封塞即可调整排气量,但是该实用新型对搅拌杆深度的调整不够便利,导致调整比较难以操作,尤其是在冒口内温度较高时,繁琐的调整方式势必会增加安全隐患,并且该实用新型需要将气孔内的密封件拔出才能实现对排气量的调整,然而在浇铸时,冒口内温度较高,该种调节方式容易导致热气突然从气孔中冒出,稍有不当就会对操作者造成烫伤。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本实用新型提供了一种新型斜颈加热冒口,解决了上述背景技术中提出的问题。
3、(二)技术方案
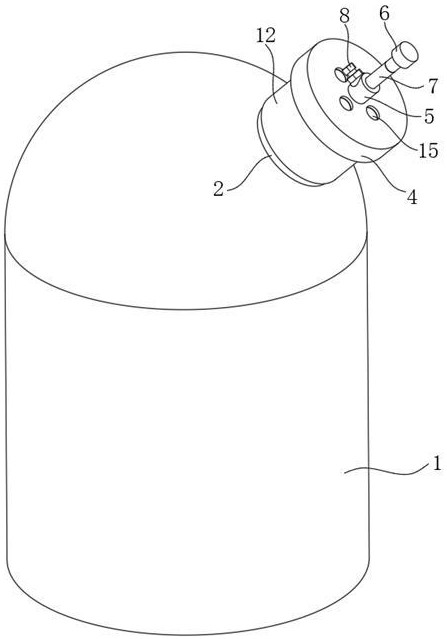
4、为实现以上目的,本实用新型通过以下技术方案予以实现: 一种新型斜颈加热冒口,包括冒口本体、凸环与顶盖,所述顶盖外表面中部固定安装有圆环型的固定套,所述固定套的内部贯穿有搅拌杆,所述搅拌杆的外表面开设有沿长度方向开设有圆环型的凹槽,所述凹槽的内部套接有调节套,所述调节套插接于固定套的内部,且调节套的外径与固定套的内径相同,所述固定套的外表面焊接有螺母,所述螺母的内部螺纹安装有螺栓,所述螺栓的内端通过插接于固定套内而与调节套抵接;
5、所述顶盖的内部开设有若干个气孔,且顶盖与固定套的外表面套接有套筒,所述套筒的上表面开设有若干个调节孔,若干个所述调节孔分别与若干个气孔对应,且调节孔分别与气孔的直径相同。
6、可选的,所述凸环固定安装于冒口本体的上侧,凸环与冒口本体的内部连通,且凸环的形状为圆环型。
7、可选的,所述凸环的下表面从外到内依次固定安装有同轴的外环套、插环以及内环套,所述外环套套接于凸环的外表面,内环套插接于凸环的内部,且凸环的上表面开设有圆环型的环槽,所述插环插接于环槽的内部。
8、可选的,所述搅拌杆的下端通过贯穿顶盖而向下延伸至冒口本体的内部,且搅拌杆的下端固定安装有搅拌叶。
9、可选的,所述调节套与搅拌杆同轴,且调节套向下贯穿顶盖。
10、可选的,若干个所述气孔沿固定套的轴线方向呈环形阵列分布,且气孔通过凸环与冒口本体的内部连通。
11、(三)有益效果
12、本实用新型提供了一种新型斜颈加热冒口,具备以下有益效果:
13、1、该新型斜颈加热冒口,通过搅拌杆、凹槽、调节套、固定套、螺栓与螺母的配合设置,可实现对搅拌杆以及搅拌叶的插入深度进行调整的目的,而且调整工作简单方便易操作,因此可有效降低调节过程中的安全隐患,同时也不会对搅拌杆以及搅拌叶的正常搅拌功能造成影响;
14、2、该新型斜颈加热冒口,通过套筒、气孔与调节孔的配合设置,通过拧动顶盖即可对通过气孔排出的气体量进行调整,而且调整过程使用者不需要接触气孔处,因此可有效防止从气孔排出的热气对操作人员造成烫伤,从而提高该冒口的安全性,防止在调整的过程中发生烫伤的意外发生,而且可同时使得对排气量的调整工作更加的便利,并在一定程度上提高该冒口的实用性。
技术特征:
1.一种新型斜颈加热冒口,包括冒口本体、凸环与顶盖,其特征在于:所述顶盖外表面中部固定安装有圆环型的固定套,所述固定套的内部贯穿有搅拌杆,所述搅拌杆的外表面开设有沿长度方向开设有圆环型的凹槽,所述凹槽的内部套接有调节套,所述调节套插接于固定套的内部,且调节套的外径与固定套的内径相同,所述固定套的外表面焊接有螺母,所述螺母的内部螺纹安装有螺栓,所述螺栓的内端通过插接于固定套内而与调节套抵接;
2.根据权利要求1所述的一种新型斜颈加热冒口,其特征在于:所述凸环固定安装于冒口本体的上侧,凸环与冒口本体的内部连通,且凸环的形状为圆环型。
3.根据权利要求1所述的一种新型斜颈加热冒口,其特征在于:所述凸环的下表面从外到内依次固定安装有同轴的外环套、插环以及内环套,所述外环套套接于凸环的外表面,内环套插接于凸环的内部,且凸环的上表面开设有圆环型的环槽,所述插环插接于环槽的内部。
4.根据权利要求1所述的一种新型斜颈加热冒口,其特征在于:所述搅拌杆的下端通过贯穿顶盖而向下延伸至冒口本体的内部,且搅拌杆的下端固定安装有搅拌叶。
5.根据权利要求1所述的一种新型斜颈加热冒口,其特征在于:所述调节套与搅拌杆同轴,且调节套向下贯穿顶盖。
6.根据权利要求1所述的一种新型斜颈加热冒口,其特征在于:若干个所述气孔沿固定套的轴线方向呈环形阵列分布,且气孔通过凸环与冒口本体的内部连通。
技术总结
本技术公开了一种新型斜颈加热冒口,涉及加热冒口技术领域,包括冒口本体、凸环与顶盖,搅拌杆的外表面开设有沿长度方向开设有圆环型的凹槽,所述凹槽的内部套接有调节套,螺母的内部螺纹安装有螺栓,螺栓的内端通过插接于固定套内而与调节套抵接,套筒的上表面开设有若干个调节孔,若干个所述调节孔分别与若干个气孔对应。本技术可使得对搅拌杆以及搅拌叶插入深度的调整更加的简单方便易操作,因此可有效降低调节过程中的安全隐患,而且通过拧动顶盖即可对通过气孔排出的气体量进行调整,使得对排气量的调整工作更加的便利,而且调整过程使用者不需要接触气孔处,因此可有效防止从气孔排出的热气对操作人员造成烫伤。
技术研发人员:李保良,张红霞
受保护的技术使用者:三门峡阳光铸材有限公司
技术研发日:20230830
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!