适用于钢轨焊筋仿形加工的刀具群及机器人专用打磨工具的制作方法
本技术涉及加工设备,具体地,涉及一种适用于钢轨焊筋仿形加工的刀具群及机器人专用打磨工具。
背景技术:
1、高铁列车运行的高平稳,取决于高铁长钢轨焊接接头外观质量的高平顺。因此,在长钢轨制造过程中焊接后必须进行“焊筋整形”作业,随着高铁技术进一步发展,国铁集团提出了“焊缝不可见”的新要求,对钢轨焊筋打磨的质量要求更加苛刻,为了满足质量要求,需要对钢轨焊筋全廓面进行特征分类,针对钢轨焊筋各个部位的外部形态设计一种定制磨具进行仿形加工,以满足高效、高质量“焊筋整形”作业的要求。
技术实现思路
1、针对现有技术中的缺陷,本实用新型的目的是提供一种适用于钢轨焊筋仿形加工的刀具群及机器人专用打磨工具。
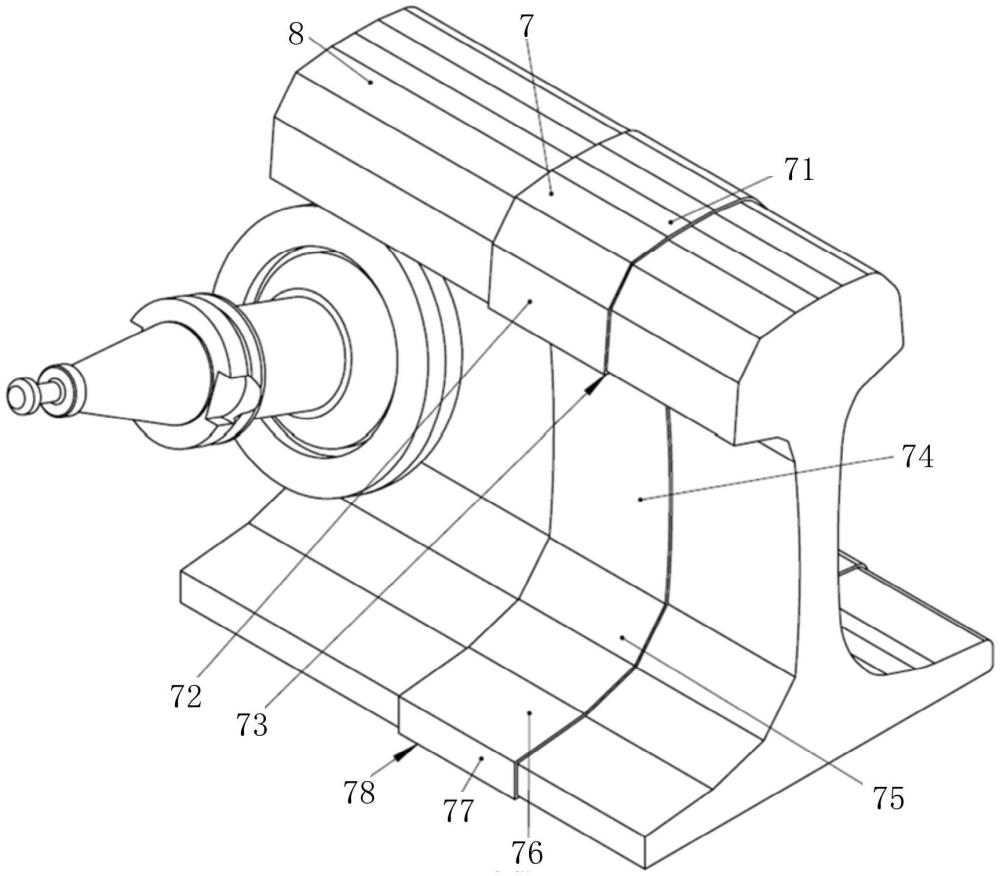
2、根据本实用新型提供的一种适用于钢轨焊筋仿形加工的刀具群,包括第一仿形刀、第二仿形刀、第三仿形刀、第四仿形刀、第五仿形刀、第六仿形刀,钢轨焊筋覆盖钢轨从顶端到底端并延伸至宽度方向的两侧,所述钢轨每侧的所述钢轨焊筋从顶端到底端依次为轨冠、轨颚、上r角、轨腰、下r角、轨底上表面、轨底侧边、轨底,其中,所述第一仿形刀用于打磨所述轨腰和轨底侧边,所述第二仿形刀用于打磨所述轨底上表面和轨底,所述第三仿形刀用于打磨所述下r角,所述第四仿形刀用于打磨所述上r角,所述第五仿形刀用于打磨所述轨冠和轨颚,所述第六仿形刀用于打磨所述钢轨焊筋的全部区域。
3、优选地,所述第一仿形刀、第二仿形刀均采用圆柱形结构的树脂仿形砂轮且大小不同。
4、优选地,所述第三仿形刀、第四仿形刀均为钎焊金刚石仿形砂轮,所述钎焊金刚石仿形砂轮为一体件且沿轴向方向的两端分别为圆柱结构、圆台结构,其中,第三仿形刀中的圆台结构的厚度大于第四仿形刀中的圆台结构的厚度,第三仿形刀中的圆柱结构的厚度小于第四仿形刀中的圆柱结构的厚度。
5、优选地,所述圆台结构的锥形端朝外且所述锥形端的中心内凹形成第一类容纳槽。
6、优选地,所述第五仿形刀为圆柱形结构的钎焊砂轮,所述第五仿形刀的一个侧面中心内凹形成第二类容纳槽。
7、优选地,所述第六仿形刀采用圆柱形结构的千叶轮。
8、根据本实用新型提供的一种机器人专用打磨工具,包括刀柄、套装在刀柄所具有的加工端的衬套、紧固连接在所述加工端上的固定组件以及所述的适用于钢轨焊筋仿形加工的刀具群中的任一种仿形刀,所述任一种仿形刀的中心均具有刀具通孔,所述任一种仿形刀通过所述刀具通孔套装在所述衬套上并通过所述固定组件压紧。
9、优选地,所述固定组件包括压板以及锁紧螺钉,所述压板通过所述锁紧螺钉固定在所述加工端,其中,所述锁紧螺钉的螺纹旋向与所述任一种仿形刀的旋转方向相反。
10、优选地,装配在一起的压板和衬套沿刀柄轴心的剖面为工字型结构。
11、优选地,所述刀柄具有连接端,所述连接端配置有刀柄拉钉。
12、与现有技术相比,本实用新型具有如下的有益效果:
13、本实用新型根据钢轨焊筋的外形结构设计多种仿形的定制磨具并通过配合刀柄结构,从而可以实现对不同定制磨具的切换,满足了钢轨焊筋打磨作业上多刀具、多工艺仿形加工的要求,解决了钢轨焊筋不同打磨加工区域无法针对性地配置刀具的问题,达到了全部区域都能进行仿形加工、高质量塑形的效果。
技术特征:
1.一种适用于钢轨焊筋仿形加工的刀具群,其特征在于,包括第一仿形刀(11)、第二仿形刀(12)、第三仿形刀(13)、第四仿形刀(14)、第五仿形刀(15)、第六仿形刀(16),钢轨焊筋(7)覆盖钢轨(8)从顶端到底端并延伸至宽度方向的两侧,所述钢轨(8)每侧的所述钢轨焊筋(7)从顶端到底端依次为轨冠(71)、轨颚(72)、上r角(73)、轨腰(74)、下r角(75)、轨底上表面(76)、轨底侧边(77)、轨底(78),其中,所述第一仿形刀(11)用于打磨所述轨腰(74)和轨底侧边(77),所述第二仿形刀(12)用于打磨所述轨底上表面(76)和轨底(78),所述第三仿形刀(13)用于打磨所述下r角(75),所述第四仿形刀(14)用于打磨所述上r角(73),所述第五仿形刀(15)用于打磨所述轨冠(71)和轨颚(72),所述第六仿形刀(16)用于打磨所述钢轨焊筋(7)的全部区域。
2.根据权利要求1所述的适用于钢轨焊筋仿形加工的刀具群,其特征在于,所述第一仿形刀(11)、第二仿形刀(12)均采用圆柱形结构的树脂仿形砂轮且大小不同。
3.根据权利要求1所述的适用于钢轨焊筋仿形加工的刀具群,其特征在于,所述第三仿形刀(13)、第四仿形刀(14)均为钎焊金刚石仿形砂轮,所述钎焊金刚石仿形砂轮为一体件且沿轴向方向的两端分别为圆柱结构、圆台结构,其中,第三仿形刀(13)中的圆台结构的厚度大于第四仿形刀(14)中的圆台结构的厚度,第三仿形刀(13)中的圆柱结构的厚度小于第四仿形刀(14)中的圆柱结构的厚度。
4.根据权利要求3所述的适用于钢轨焊筋仿形加工的刀具群,其特征在于,所述圆台结构的锥形端朝外且所述锥形端的中心内凹形成第一类容纳槽(131)。
5.根据权利要求1所述的适用于钢轨焊筋仿形加工的刀具群,其特征在于,所述第五仿形刀(15)为圆柱形结构的钎焊砂轮,所述第五仿形刀(15)的一个侧面中心内凹形成第二类容纳槽(151)。
6.根据权利要求1所述的适用于钢轨焊筋仿形加工的刀具群,其特征在于,所述第六仿形刀(16)采用圆柱形结构的千叶轮。
7.一种机器人专用打磨工具,其特征在于,包括刀柄(5)、套装在刀柄(5)所具有的加工端的衬套(4)、紧固连接在所述加工端上的固定组件以及权利要求1至6中所述的适用于钢轨焊筋仿形加工的刀具群中的任一种仿形刀,所述任一种仿形刀的中心均具有刀具通孔(101),所述任一种仿形刀通过所述刀具通孔(101)套装在所述衬套(4)上并通过所述固定组件压紧。
8.根据权利要求7所述的机器人专用打磨工具,其特征在于,所述固定组件包括压板(2)以及锁紧螺钉(3),所述压板(2)通过所述锁紧螺钉(3)固定在所述加工端,其中,所述锁紧螺钉(3)的螺纹旋向与所述任一种仿形刀的旋转方向相反。
9.根据权利要求8所述的机器人专用打磨工具,其特征在于,装配在一起的压板(2)和衬套(4)沿刀柄(5)轴心的剖面为工字型结构。
10.根据权利要求7所述的机器人专用打磨工具,其特征在于,所述刀柄(5)具有连接端,所述连接端配置有刀柄拉钉(6)。
技术总结
本技术提供了一种适用于钢轨焊筋仿形加工的刀具群及机器人专用打磨工具,刀具群包括六种定制磨具,分别为第一仿形刀、第二仿形刀、第三仿形刀、第四仿形刀、第五仿形刀、第六仿形刀,不同的仿形刀能够对钢轨焊筋上的轨冠、轨颚、上R角、轨腰、下R角、轨底上表面、轨底侧边、轨底中的至少一个部位进行打磨加工,本技术根据钢轨焊筋的外形结构设计多种仿形的定制磨具并通过配合刀柄结构,从而可以实现对不同定制磨具的自动化切换,满足了钢轨焊筋打磨作业上多刀具、多工艺仿形加工的要求,解决了钢轨焊筋不同打磨加工区域无法针对性地配置刀具的问题,达到了全部区域都能进行仿形加工、高质量塑形的效果。
技术研发人员:阎晓倩,董华利,李中原,邹鉴国
受保护的技术使用者:中铁物总技术有限公司
技术研发日:20230928
技术公布日:2024/4/24
- 还没有人留言评论。精彩留言会获得点赞!