取向硅钢的酸洗方法与流程
本申请属于钢材加工,尤其涉及一种取向硅钢的酸洗方法。
背景技术:
1、普通取向硅钢(cgo)在热轧工序一般加热温度比别的钢种高,且在炉加热时间也比其他钢种的长。普通取向硅钢轧制卷曲后温度仍然很高,与空气中的氧气、水接触的时间长,钢板的氧化反应会不断的进行,由于普通取向硅钢的含硅量在3%左右,在这种条件下普通取向硅钢的表面声场的一层由feo、fe3o4、fe2o3和fe2sio4等组成的致密氧化层。在后续的生产中,如果氧化铁皮酸洗不净,残留的氧化铁皮会使轧辊容易产生表面缺陷,缩短使用寿命,且氧化铁皮会污染轧制乳化液,氧化铁皮还会降低涂层与钢板之间的附着力,破坏涂层质量,给生产带来较大的经济损失。
2、目前,普通取向硅钢酸洗采用高温、高浓度、低酸洗速度、酸洗前喷丸等工艺,大多受酸槽长度的限制,无法有效的将硅钢表面的氧化铁皮酸洗干净。
技术实现思路
1、本申请实施例提供一种取向硅钢的酸洗方法,通过利用现有的酸洗设备,能够在不提高酸液温度、浓度以及不增加其他设备的工艺条件下,有效的解决取向硅钢酸洗不净的问题,同时还能降低取向硅钢酸洗卷的返修率。
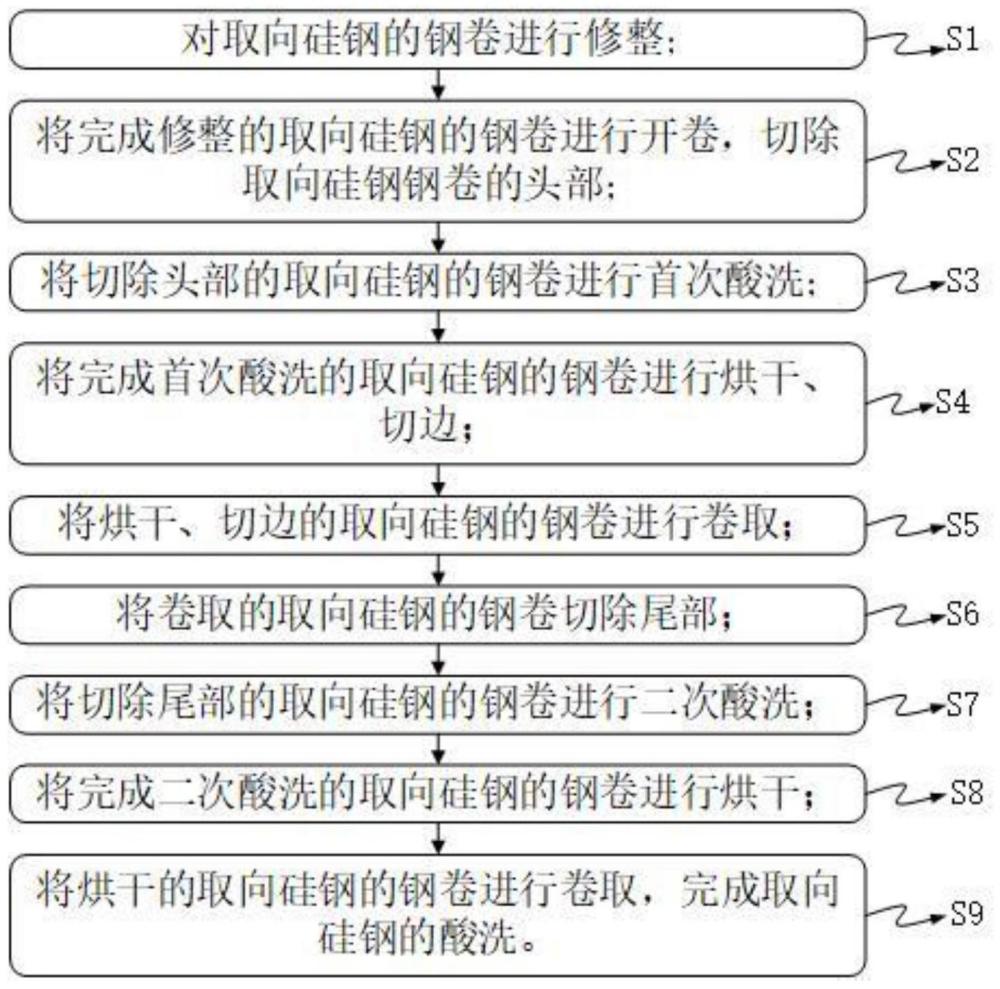
2、第一方面,本申请提供一种取向硅钢的酸洗方法,方法包括:
3、对取向硅钢的钢卷进行修整;
4、将完成修整的取向硅钢的钢卷进行开卷,切除取向硅钢钢卷的头部;
5、将切除头部的取向硅钢的钢卷进行首次酸洗;
6、将完成首次酸洗的取向硅钢的钢卷进行烘干、切边;
7、将烘干、切边的取向硅钢的钢卷进行卷取;
8、将卷取的取向硅钢的钢卷切除尾部;
9、将切除尾部的取向硅钢的钢卷进行二次酸洗;
10、将完成二次酸洗的取向硅钢的钢卷进行烘干;
11、将烘干的取向硅钢的钢卷进行卷取,完成取向硅钢的酸洗。
12、在本申请一些可选的实施例中,对取向硅钢的钢卷进行修整包括:
13、将取向硅钢的钢卷的带头进行修剪,以切除钢卷存在缺陷的带头部分。
14、在本申请一些可选的实施例中,将切除头部的取向硅钢的钢卷进行首次酸洗,包括:
15、将切除头部的取向硅钢的钢卷进行首次酸洗;
16、将完成首次酸洗的取向硅钢的钢卷进行漂洗。
17、在本申请一些可选的实施例中,将切除头部的取向硅钢的钢卷进行首次酸洗,包括:
18、使用1#、2#、3#、4#、5#酸洗槽的酸液对切除头部的取向硅钢的钢卷进行酸洗,1#、2#、3#、4#、5#酸洗槽需要满足的工艺参数为:
19、1#酸洗槽,酸(hcl)浓度为30g/l~40g/l,fe2+含量110g/l~130g/l,酸洗温度75℃~85℃;
20、2#酸洗槽,酸(hcl)浓度为50g/l~70g/l,fe2+含量80g/l~100g/l,酸洗温度75℃~85℃;
21、3#酸洗槽,酸(hcl)浓度为80g/l~100g/l,fe2+含量60g/l~80g/l,酸洗温度75℃~85℃;
22、4#酸洗槽,酸(hcl)浓度为110g/l~130g/l,fe2+含量40g/l~60g/l,酸洗温度75℃~85℃;
23、5#酸洗槽,酸(hcl)浓度为140g/l~160g/l,fe2+含量30g/l~40g/l,酸洗温度75℃~85℃。
24、在本申请一些可选的实施例中,切除头部的取向硅钢的钢卷进行酸洗的酸洗速度为100m/min~120m/min。
25、在本申请一些可选的实施例中,将完成首次酸洗的取向硅钢的钢卷进行漂洗,包括:
26、使用1#、2#、3#、4#、5#漂洗槽的酸液对切除头部的取向硅钢的钢卷进行酸洗,1#、2#、3#、4#、5#漂洗槽需要满足的工艺参数为:
27、1#漂洗槽,1≤ph值≤8,fe2+含量110g/l~130g/l,漂洗温度≥60℃;
28、2#漂洗槽,1≤ph值≤8,漂洗温度≥60℃;
29、3#漂洗槽,1≤ph值≤8,电导率≤200μs/cm,漂洗温度≥60℃;
30、4#漂洗槽,1≤ph值≤8,电导率≤100μs/cm,漂洗温度≥60℃;
31、5#漂洗槽,5.5≤ph值≤8,电导率≤50μs/cm,漂洗温度75℃~80℃。
32、在本申请一些可选的实施例中,将切除尾部的取向硅钢的钢卷进行二次酸洗,包括:
33、将切除尾部的取向硅钢的钢卷进行二次酸洗;
34、将完成二次酸洗的取向硅钢的钢卷进行漂洗。
35、在本申请一些可选的实施例中,将切除尾部的取向硅钢的钢卷进行二次酸洗的步骤与进行首次酸洗的步骤相同,需要满足的工艺参数与进行首次酸洗的工艺参数相同。将完成二次酸洗的取向硅钢的钢卷进行漂洗的步骤与取向硅钢首次酸洗后进行漂洗的步骤相同,需要满足的工艺参数与进行首次漂洗的工艺参数相同。
36、在本申请一些可选的实施例中,将切除尾部的取向硅钢的钢卷进行二次酸洗的酸洗速度为80m/min~100m/min。
37、在本申请一些可选的实施例中,将完成二次酸洗的取向硅钢的钢卷进行漂洗。
38、本申请实施例的取向硅钢的酸洗方法,利用现有的酸洗设备,在不提高酸液温度、浓度以及不增加其他设备的工艺条件下,能够有效的解决取向硅钢的氧化铁皮酸洗不净的问题,同时还能够降低取向硅钢酸洗钢卷的返修率。
技术特征:
1.一种取向硅钢的酸洗方法,其特征在于,包括:
2.根据权利要求1所述的取向硅钢的酸洗方法,其特征在于,所述对取向硅钢的钢卷进行修整包括:
3.根据权利要求1所述的取向硅钢的酸洗方法,其特征在于,所述将所述切除头部的取向硅钢的钢卷进行首次酸洗,包括:
4.根据权利要求3所述的取向硅钢的酸洗方法,其特征在于,所述将所述切除头部的取向硅钢的钢卷进行首次酸洗,包括:
5.根据权利要求3所述的取向硅钢的酸洗方法,其特征在于,所述将所述完成首次酸洗的取向硅钢的钢卷进行漂洗,包括:
6.根据权利要求1所述的取向硅钢的酸洗方法,其特征在于,所述将所述切除尾部的取向硅钢的钢卷进行二次酸洗,包括:
7.根据权利要求6所述的取向硅钢的酸洗方法,其特征在于,所述将所述切除尾部的取向硅钢的钢卷进行二次酸洗包括:
8.根据权利要求6所述的取向硅钢的酸洗方法,其特征在于,所述切除尾部的取向硅钢的钢卷进行酸洗的酸洗速度为80m/min~100m/min。
9.根据权利要求6所述的取向硅钢的酸洗方法,其特征在于,将所述完成二次酸洗的取向硅钢的钢卷进行漂洗,包括:
10.根据权利要求1所述的取向硅钢的酸洗方法,其特征在于,还包括将完成酸洗且卷取的取向硅钢进行密封包装。
技术总结
本申请公开了一种取向硅钢的酸洗方法,包括:对取向硅钢的钢卷进行修整;将完成修整的取向硅钢的钢卷进行开卷,切除取向硅钢钢卷的头部;将切除头部的取向硅钢的钢卷进行首次酸洗;将完成首次酸洗的取向硅钢的钢卷进行烘干、切边;将烘干、切边的取向硅钢的钢卷进行卷取;将卷取的取向硅钢的钢卷切除尾部;将切除尾部的取向硅钢的钢卷进行二次酸洗;将完成二次酸洗的取向硅钢的钢卷进行烘干;将烘干的取向硅钢的钢卷进行卷取,完成取向硅钢的酸洗。取向硅钢的酸洗方法利用现有的酸洗设备,在不提高酸液温度、浓度以及不增加其他设备的工艺条件下,能够有效的解决取向硅钢的氧化铁皮酸洗不净的问题,同时还能够降低取向硅钢酸洗钢卷的返修率。
技术研发人员:蔡苗,严立新,梁亮,田飞,谢凯,朱业超,张丽琴,熊智威,黄威
受保护的技术使用者:湖南华菱涟源钢铁有限公司
技术研发日:
技术公布日:2024/4/17
- 还没有人留言评论。精彩留言会获得点赞!